Заклепка
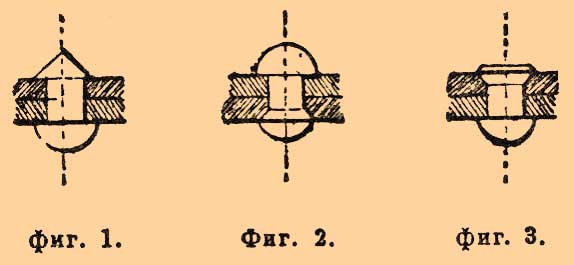
— цилиндрический стержень, снабженный с одного конца шляпкою и употребляемый для соединения металлических листов. В соединяемых листах пробиваются или просверливаются отверстия одинакового диаметра, которыми листы накладываются один на другой, затем в это отверстие вгоняется раскаленная до бела З. Из части стержня, выступающей из толщины листов на высоту от 1,5 до 2 диаметров, образуется посредством ударов (при ручной склепке) или сильного давления (при машинной клепке) коническая (фиг. 1) или сферическая (фиг. 2) головка. На фиг. 3 показана склепка с погруженною головкою З., или в потай.
Фиг. 1. Фиг. 2. Фиг. 3.
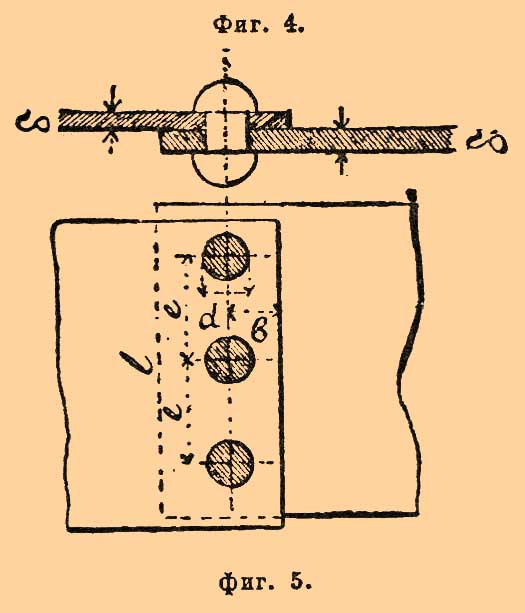
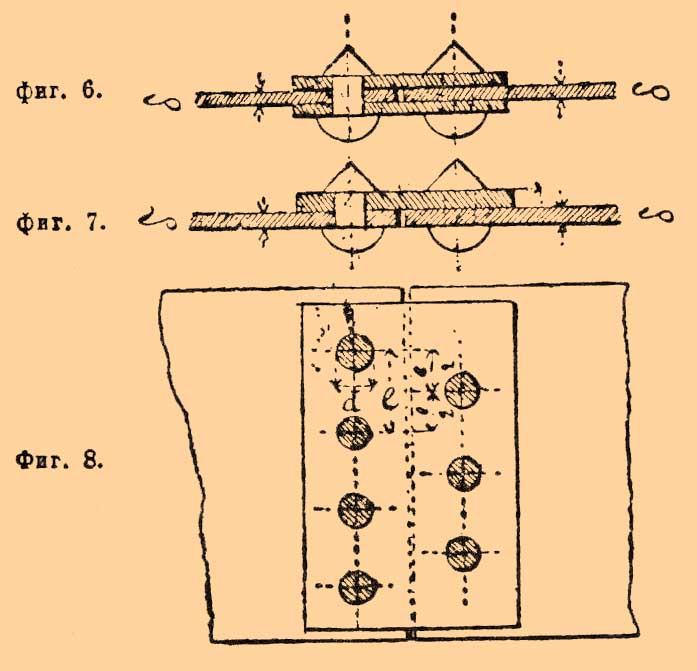
По способу устройства заклепочного стыка различают соединение внахлестку (фиг. 4 и 5), при котором края листов накладываются один на другой, и впритык — одною (фиг. 7 и 8) или двумя (фиг. 6 и 8) накладками. Расположение заклепок, показанное на фиг. 8, назыв. шахматным.
Фиг. 4.
Фиг. 5.
Фиг. 6.
Фиг. 7.
Фиг. 8.
Если одного ряда З. оказывается недостаточным для прочного соединения листов, то употребляются многорядные соединения. Но средние ряды З. принимают меньшее участие в сопротивлении, поэтому более 3-4 рядов З. с одной стороны стыка не следует употреблять. По числу плоскостей, по которым должны срезаться заклепки в случае разрыва соединения, стыки бывают с одиночным (фиг. 4. и 7), двойным (фиг. 6) или большим числом (при сложных стыках нескольких листов) перерезываний. Размеры и расположение заклепок в стыке зависят от того, должен ли быть шов крепкий (в мостах, кранах), плотный (в газгольдерах, стенах кораблей) или крепко-плотный (в паровых котлах, кессонах). Вообще для крепких швов применяются более толстые заклепки, с более значительными промежутками между ними (отношение толщины стержня заклепки к толщине соединяемых листов d/δ = 1,75 — 2,5), для плотных швов меньшие, близко расставленные заклепки (d/δ = 1,2 — 3,5).
Потеря сопротивления, происходящая от сделанных отверстий в листах, выражается отношением между сопротивлением листа сопряженного и цельного: δ = 1 — d/e, где е — расстояние между центрами смежных заклепок в ряду (фиг. 5 и 8). Так как расстояние крайних заклепок от краев листа для удобства склепывания обыкновенно делается больше, чем требуется условиями прочности, то для рационального устройства стыка надо взять такие размеры, чтобы сопротивление заклепки срезыванию равно было сопротивлению разрыву полосы листа между двумя заклепками, что выражается при одиночном перерезывании (фиг. 4 и 7) формулою
(1 — d/e) =1: [1 + (4/π) x (4δ/d) ], а при двойном (фиг. 6): (1 — d/e) = 1: [1 + (2/π) x (δ/d) ].
При охлаждении после склепки З. стремится укорачиваться и вследствие этого прижимает соединенные ею листы друг к другу. Сумма толщин соединяемых листов не должна быть больше четырех диаметров З., так как в противном случае получается несовершенная склепка и от укорочения стержня З. при охлаждении может отскочить головка. При ручной клепке шляпка нажимается поддержкою, а выступающая часть стержня ударами клепальных молотов частью осаживается, плотно заполняя отверстие в листах, частью расколачивается для образования головки, которой затем придается окончательная форма ударами кувалды по обжимке, имеющей углубление по форме головки. Машинная склепка, производством сильного нажатия гидравлическим прессом или другою машиною, совершается быстрее, без шума и дает более совершенное соединение. В случае заклепок очень малого диаметра (до 7 мм), напр. в газометрах, в обшивке кессонов и при соединениях мелких частей, склепка производится на холоду. С другой стороны, если длина стержня превышает 4-6 диаметров, то взамен заклепок с теплым склепыванием употребляются тщательно обточенные конические болты.
А. Т.