Макароны*
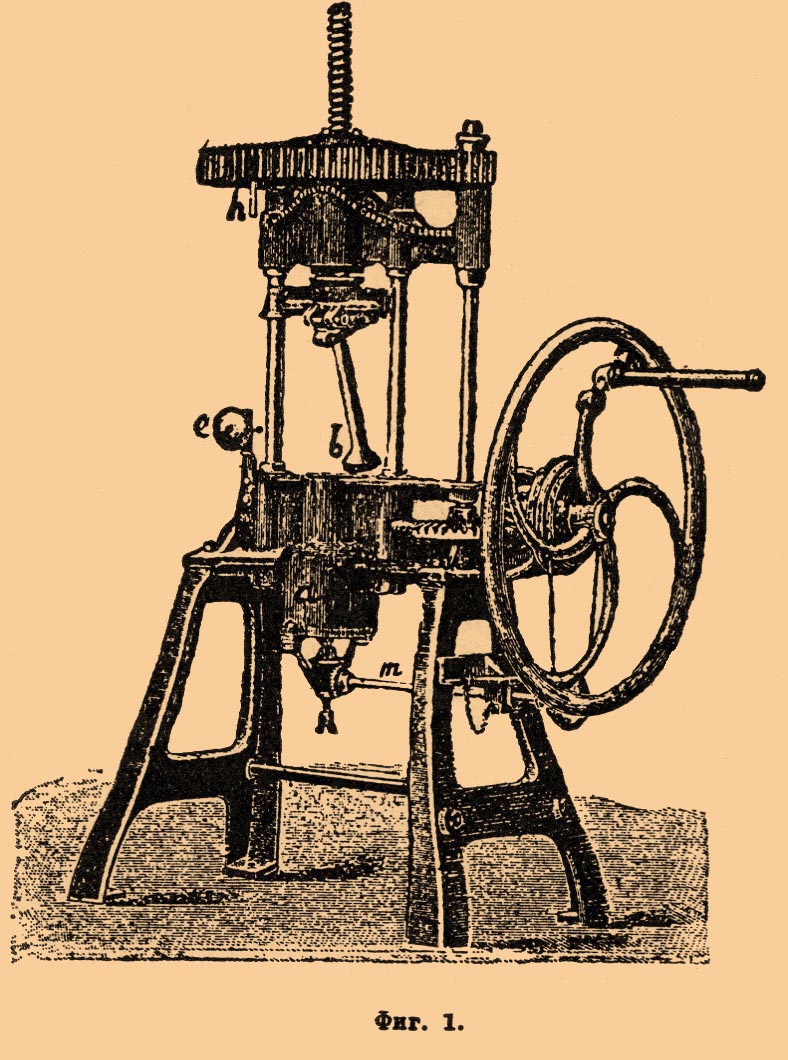
(macheroni). — Готовятся обыкновенно из пшеничного теста, которое помощью пресса вытягивают в трубочки, представляющие по тщательном высушивании их готовый фабрикат. Производство М. началось в Италии, где оно долгое время велось кустарно, в настоящее же время оно развито и в других государствах и стало производством преимущественно фабричным. Для приготовления макаронного теста берут обыкновенно мелкую крупку из твердых сортов пшеницы, богатых содержанием клейковины. Крупку замешивают в тесто на кипяченой и горячей воде; тесто не подвергается брожению и должно представлять однородную тягучую массу, не имеющую полостей или пузырьков. Иногда к тесту прибавляют вещества, содействующие большей питательности, лучшему вкусу и виду изготовленных из него М. и нераздельности их при варке. По одному из старых неаполитанских рецептов для приготовления макаронного теста берут: 50 кг лучшей твердой пшеничной крупки, к ней приливают 14-15 литр. теплой воды и затем прибавляют 15-20 листочков лучшего желатина в распущенном состоянии, около 0,5-1,0 литра яичных белков и 0,25 литра насыщенного раствора поваренной соли; все тщательно смешивается и месится. В настоящее время при фабричном изготовлении М. тесто готовится обыкновенно из крупки и воды; количество воды в тесте бывает около 28-30 % веса крупки. Нередко к тесту прибавляют отвар куркумы, или шафрана, с целью сообщить М. слегка желтоватый оттенок. Для получения хорошего теста во всяком случае необходимо тщательно смешать крупку с водой и другими веществами, а затем полученную массу надо особенно тщательно вымесить. Для производства первой операции часто применяется горизонтальный барабан, внутри которого вращается вал с лопастями, перемешивающими заложенные в барабан материалы; при этом нередко и барабану сообщается вращательное движение в сторону, обратную вращению лопастей. Для вымески массы обыкновенно употребляются машины с двумя горизонтальными валками, вращающимися попеременно то в одну, то в другую сторону; с обеих сторон таких валков к станинам их прикрепляются столики; тесто раскатывается между валками при последовательном сближении их в пласт толщиной 4-5 мм и тоньше, засим пласт складывается несколькими перегибами и снова раскатывается до тех пор, пока тесто не вымесится окончательно. В этом состоянии тесто подвергают прессованию, обыкновенно вертикальными прессами. Ручной винтовой пресс (фиг. 1 и 2) состоит из цилиндра а, в который закладывается тесто, дно этого цилиндра составляет так называемая модель, через которую вытекает тесто при его прессовании, при чем оно получает требуемую форму.
Фиг. 1.
Прессование производится поршнем b (на фиг. 1 он показан в поднятом положении), при чем, отклоняя его в сторону, удобно заложить тесто в цилиндр а ; на фиг. 2 поршень b занимает положение, соответствующее концу прессования.
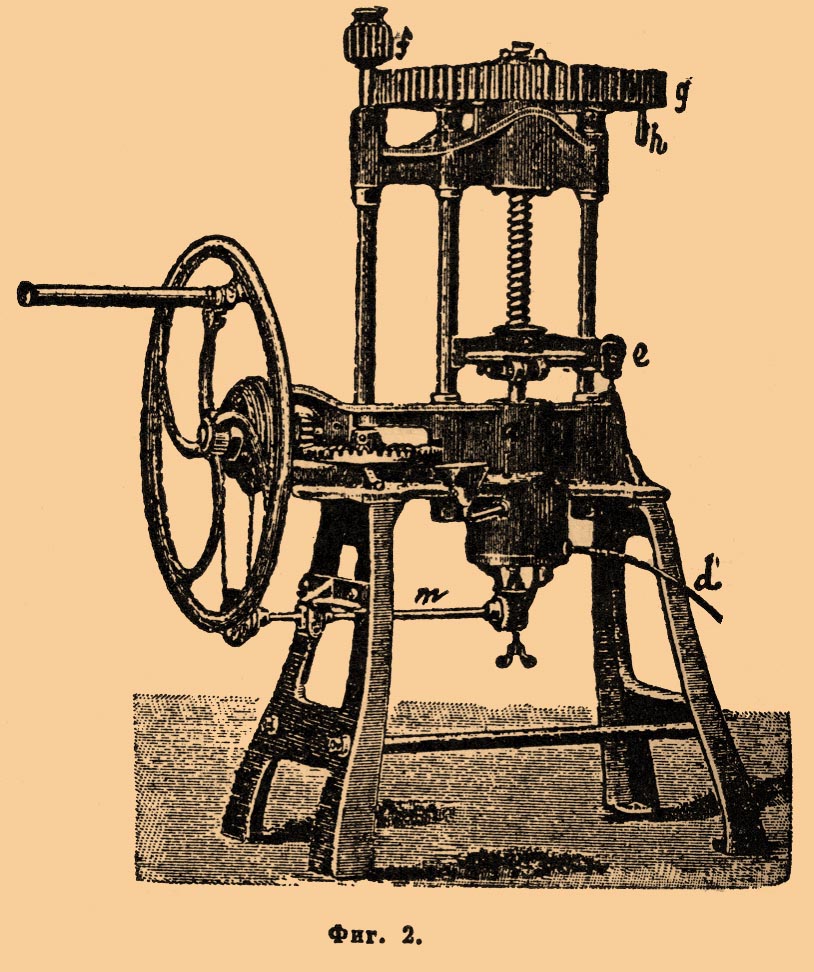
Фиг. 2.
Цилиндр а в нижней его части имеет кольцевую полость, в которую заливается горячая вода чрез воронку с, охладившаяся же вода удаляется чрез трубку d; нагревание содействует более легкому проходу теста через модель; фабрикат получается при этом гладкий, просвечивающий, при недостаточном же нагреве он выходит матовым и бледным. Передача движения винту при прессовании понятна из фиг. 1. Для ускорения обратного хода отцепляют шестерню f от колеса g (фиг. 2) и приводят в движение это последнее, действуя на рукоятки hh. В конце прессования, ползун, к которому укреплен поршень, давит на кнопку сигнального колокольчика е. Что касается модели, через которую вытекает тесто при прессовании, то она представляет бронзовый диск с отверстиями соответственной формы. При приготовлении М над таким диском располагается особая часть, к ребрам которой прикрепляются стержни, входящие в отверстия диска, так что выдавливаемое тесто получает трубчатую форму. Модели получают нередко и более сложные очертания, напр. разных букв и цифр. Наиболее простое очертание получает модель при приготовлении вермишеля, когда тесто выдавливается сплошными тонкими нитями круглого или прямоугольного сечения. По выходе из пресса макаронная трубка перерезается на части назначенной длины, что часто делается от руки, вермишель же свертывают или в круглые пучки, или в виде ∞, а при моделях более сложного очертания, также с очертаниями букв и цифр, вытекающее из модели тесто перерезается поперек особым режущим аппаратом на тонкие пластинки (petites p â tes), употребляемые в приправу супов. Режущий аппарат обыкновенно состоит из двух острых ножей, плотно прилегающих к модели снизу и приводимых во вращательное движение от вертикального вала, на котором закреплены. На фиг. 1 и 2 под цилиндром а виден отчасти вертикальный вал, на котором укреплены ножи; вал этот получает вращательное движение при посредстве конических колес, от горизонтального вала m, а этот последний приводится в движение от вала, на котором насажен маховик с рукояткой, при посредстве шнура или цепи и ступенчатых барабанов; последние применяются с целью изменения скорости ножей, от чего зависит толщина нарезаемых пластинок. Вышеуказанное прессование теста одинаково ведется и на прессах гидравлических, снабжаемых подобными же режущими аппаратами. Конструкция гидравлических прессов обыкновенно такова, что над стойками пресса помещаются два гидравлических цилиндра простого действия, один над другим, и нижний, большего диаметра, цилиндр служит для прессования, причем ныряло его соединяется с ползуном, к которому укреплен поршень, выталкивающий тесто; ныряло же малого цилиндра снабжается сверху поперечиной, от концов которой идут тяги к тому же ползуну. Вода, прямо нагнетаемая насосами попеременно в большой и малый цилиндры, производит опускание поршня, выпрессовывающего тесто, и его подъем. Сильные фабричные прессы, винтовые и гидравлические, часто устраиваются с двумя и с четырьмя цилиндрами для теста, причем соответственное число поршней со скалками укрепляется к ползуну, получающему движение при посредстве тех же, что и выше, приспособлений. Выпрессованный фабрикат, соответственно перерезанный или свернутый, как вермишель, укладывается тщательно на рамках и подвергается просушке в особых камерах. Тонкие фигурные пластинки в виде букв и проч. сушатся в рамках с проволочными сетками, перекрытыми бумагой; М. сушат иногда на круглых прутках, чаще же на гладких папковых листах, которые вкладываются в рамки. Сушка М. производится при 20-25° Ц. и вообще ведется медленно, в течение 6-8 дней, дабы устранить изменения в их форме; вермишель и прочий товар сушится при температуре 30-45° Ц. около 30 часов. Из 100 весовых частей крупки получают от 88 до 93 частей сухого товара.
П. А. Афанасьев. Δ .