Печатание тканей*
(impression, Druckerei, printing) — представляет одну из очень крупных отраслей химической промышленности, в особенности П. хлопчатобумажных тканей, или так наз. "ситцепечатание". Химическая сторона этого дела имеет много общего с крашением тканей в гладкие цвета; и в том и в другом случае закрепление красок в порах волокна обусловливается одними и теми же физическими и химическими процессами. Однако П. более сложно, так как в этом случае дело идет о нанесении на ткань цветного узора с строго определенными контурами, большей частью в несколько красок. В примитивной форме П. практиковалось в течение почти 30 0 0 лет, но первые попытки замены ручной работы механической относятся только к концу прошлого столетия. Об узорчатой расцветке тканей, практиковавшейся, согласно указаниям Геродота, Плиния и Страбона, с большим успехом за несколько столетий до Р. Хр. по вост. побережью Каспийского моря, можно до некоторой степени судить по тем образцам тканей и рисунков тканей, которые сохранились в гробницах фараонов и других исторических памятниках. Оказывается, что за 3000 лет в этой области техники сделано было значительно меньше, чем в течение одного только последнего столетия. П. хлопчатобумажных тканей, или ситцепечатное дело, даже в середине прошлого столетия было совершенно ничтожной отраслью красильного дела и имело в виду главным образом подражание тем индийским хлопчатобумажным тканям, которые ввозились Ост-Индскою компанией в Англию и на континент. Первая специально ситцевая фабрика была основана в 1746 г. в Мюльгаузене бр. Кехлин (сущ. до сих пор); первая в Англии, в Манчестере, в 1763 г. П. по льняным и шелковым тканям производилось, несомненно, и раньше, как на это указывают образцы тканей, хранящиеся в Кенсингтонском музее. Среди них есть один образец, относящийся к XIII ст. В России ситцепечатное дело начало развиваться почти в то же самое время, только первоначально имело в виду не индийские, а бухарские образцы, и набивка практиковалась по холсту. В середине ХVIII столетия были уже набивные фабрики около Петербурга, именно в Шлиссельбурге; из них наибольшей известностью пользовались фабрики Чамберлина и Козенса, а также Леймана. В 1751 г. существовали уже и в Иванове три специально набивных фабрики: Ямановского, Гарелина и Грачева. Ход тогдашнего производства по холсту был очень несложный; самостоятельных рисовальщиков в этот холщовый период ивановской фабрикации не существовало, и рисунки заимствовались с готовых тканей иностранной фабрикации; эти рисунки существовали по нескольку лет и носили различные названия: тупица, гребенка, коса, листочек, дунька и т. п. Первый выбоечный рисунок снят был с бухарской бумажной бахты, которую и доныне можно встретить в продаже. Следов., в Бухаре существовало одно из древнейших производств набойки, но оно осталось и доныне в том же грубом виде. Г. Н. Полушин в своем "Очерке начала и развития ситцевой промышленности в селе Иванове" говорит, что с 1795 по 1810 г. ивановские фабриканты работали, кроме набойки, и так наз. выбойку, которая была в большом ходу и по замысловатости своей работы заслуживает полного внимания. Набитый одним рисунком холст закрашивался другой краской, что и составляло выбойку; белые же места рисунка предназначались для различных других красок. Пестрота рисунка составляла первое достоинство товара. Были и такие сорта товара, которые требовали необходимой, по понятиям того времени, отделки от руки; эта отделка слыла под именем расцветки и состояла в том, чтобы мелкие места рисунка, для которых ручной манер был неприменим, раскрашивать кисточкой. Этой работой занимались преимущественно женщины. Их было до 20 на каждой фабрике с. Иванова, и они успевали изготовить по 1 шт. ситца в день. Для набойки употребляли первоначально кинешемские, костромские и ярославские холсты, а впоследствии и привозные из Астрахани бухарские и индийские бумажные ткани. В начале XIX ст. холст и полотно окончательно уступают место бумажным тканям. Для ситцевого дела ввозились также английские и немецкие миткали, называемые Саянами, гарусами, бахтусами и каленкорами. Употреблялась также и бязь, широкая и узкая. Стоимость бумажных тканей в то время была очень велика. Кусок миткаля мерой 48 арш. продавался за 25 р. 50 к.; второй сорт его — по 22 р. 40 к. за кусок. Сообразно с этим и цены готовых изделий были очень велики. Ситцы в то время разделялись на 3 сорта: 1) мебельные, 2) белоземельные, черногрунтовые мелкие и крупные и 3) травчатые. Английский миткаль покупался преимущественно беленый, так как ивановская отбелка не давала достаточной белизны. Беление производилось луговое, и только в 1793 г. стали впервые употреблять для отбелки купоросное масло, стоимость которого доходила тогда в Москве до 19 р. за пуд. Несмотря, однако, на то, что ситцевое дело уже в то время достигло значительного развития (одна фабрика Ямановского выработала в 1815 г. 45 тыс. кусков на 1805600 р.), ручная набивка впервые заменена машинной только в 1829 г. на фабрике Спиридонова. Первоначально ситцепечатные машины приводились в движение лошадьми. В настоящее время Иваново-Вознесенск представляет крупный центр как мануфактурной промышленности вообще, так и ситцепечатного производства в частности. В Лодзи мануфактурное дело возникло значительно позднее. С целью удовлетворить потребностям казны по обмундированию войск в 20-х годах текущего столетия были вызваны из-за границы суконщики и мастера, которым были даны значительные льготы и которым было назначено для поселения небольшое мст. Лодзь (см.) при р. Лодке, пригодной для устройства сукновален и окруженной лесами, обеспечивавшими потребность в строительных материалах и топливе. Фабричный поселок при Лодзи превратился ныне в огромный город, по производительности занимающий одно из первых мест в империи. Машинное П. тканей, возникшее с изобретением в 1785 году ситцепечатной машины, начинает развиваться значительно быстрее за границей, чем в России, и уже в самом начале текущего столетия там существовало много фабрик, работавших ситцы исключительно или главным образом машинные. По количеству вырабатываемых ситцев в настоящее время первое место занимает Великобритания, где ситцепечатание концентрируется главным образом в Манчестере и Глазго, за ней следуют Соединенные Штаты, где центрами этого дела являются Бостон, Филадельфия и Нью-Йорк, затем в последовательном порядке Германия с центрами в Эльберфельде и Мюльгаузене, Россия с Лодзью и Иваново-Вознесенском, Франция с Руаном и Лионом и, наконец, Австрия с Веною и Прагою. В последнее время много значительных мануфактур устроено также в Испании и Италии. В качественном отношении до сих пор бесспорно первое место удерживают мюльгаузенские фабрики, изделия которых часто по красоте и изяществу рисунка могут быть поставлены почти наряду с художественными произведениями. П. по шерстяным и шелковым тканям далеко не достигло того значения и размеров, как П. по хлопчатобумажным тканям; в последнее время, впрочем, и шелкопечатание делает быстрые успехи. Ввиду, однако, высокой стоимости шелковых тканей оно едва ли имеет шансы к такому же развитию, как П. по хлопчатобумажным тканям.
Ситцы бывают или одноколерные, когда узор на них нанесен одной краской, или многоколерные, когда он воспроизводится в несколько красок. Кроме того, различаются ситцы белоземельные и ситцы с цветным грунтом. Для приготовления первых краски наносятся на белую незакрашенную ткань (печатаются по так наз. белому полю), для приготовления вторых употребляют ткани уже предварительно окрашенные в красный, синий, черный и другие цвета.
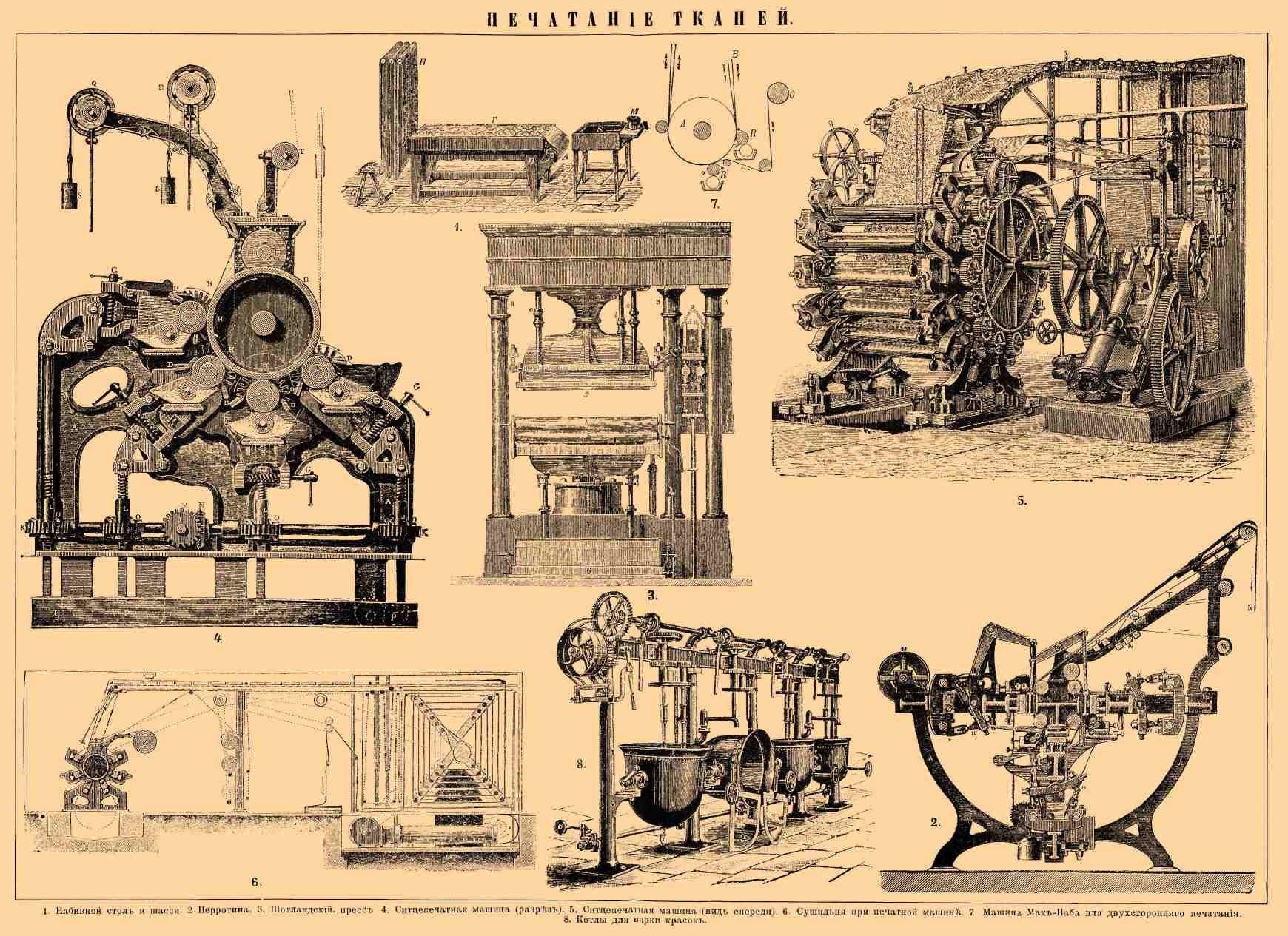
В первоначальной стадии развития производства П. тканей, длившейся, однако, как уже было указано выше, почти три тысячелетия, работа производилась исключительно вручную, и для набивки употребляли ручные набивные формы, так называемые "манеры". Манеры первоначально делались из какого-нибудь твердого дерева, например, ореха, пальмы, груши, предварительно тщательно высушенных. На выструганной поверхности куска такого дерева вырезывался узор резцом. Если узор печатается в несколько красок, то для каждой краски требуются отдельные манеры, которые при набивке последовательно накладываются на одно и то же место ткани; при недостаточно тщательной работе резчика контуры узора выходят не вполне правильными и рисунок — неотчетливым. Так как одна краска налегает на другую, то и оттенки их значительно теряют в яркости. Деревянные формы сравнительно быстро изнашивались, ибо при набивке только одного куска каждую набивную форму приходилось ударять о ткань несколько сот раз. Сверху и с боков набивной формы всегда делаются выемки, чтобы ее удобно было держать в руке, а в той плоскости, в которой вырезан узор, укрепляются по бокам шпильки, уколами которых и руководствуется набойщик при набивке для правильного наложения узора на ткань. Обыкновенно величина манеры не превышает 25 стм в длину и 18 в ширину. Более прочные металлические набивные формы делались первоначально из кусочков медных проволок и тонких пластинок с заостренными концами, которыми и вбивались в дерево. С 1837 г. употребляются отливные металлические формы из сплава олова, свинца и висмута. Иногда в состав этого сплава входит также и сурьма. Чем больше висмута входит в состав сплава, тем он более пригоден для дела. Для отливки заготовляются матрица, или изложница, для чего на деревянной пластинке вырезывается узор углубленно. Для получения хорошей отливки помимо состава сплава и тщательности резьбы матрицы имеет также очень большое значение и температура сплава, которая должна меняться лишь в пределах 150—200° С. Приготовленное таким образом металлическое клише, на котором конечно узор уже сделан рельефно, отшлифовывается и по отделке прикрепляется к деревянной пластинке. Ввиду трудности точно регулировать температуру сплава иногда на деревянной пластинке вырезывается узор выпукло, и с нее получается гипсовая форма с углубленным узором, которая дает гораздо более правильный металлический оттиск по сравнению с тем, который получается при отливке непосредственно по дереву. Набивка таким образом приготовленными ручными "манерами" производится на набивных столах (фиг 1, табл.). Столешница их делается из твердого дерева или мрамора. Обыкновенно стол имеет до 2 м в длину и 0,6 в ширину. Чтобы сделать верхнюю поверхность стола мягкой, на нее помещается в несколько слоев войлок или резиновая ткань. Набиваемая ткань при печати равномерно сматывается с ролика А с одной стороны стола и проходит по поверхности Т последнего. Набитая ткань проходит для высушивания нанесенной краски ряд зигзагообразно расположенных за набивным столом роликов H и уже высушенная располагается складками на приемном столике. Приспособление для равномерного покрывания манеры красками называется "шасси". Оно представляет четырехугольный ящик S, на половину своей высоты наполняемый какой-нибудь густой массой, напр., студнем из столярного клея, к которому, чтобы он не загнивал, прибавляется небольшое количество карболовой кислоты. На поверхность этого студня помещается четырехугольная деревянная рама, плотно входящая в ящик и обтянутая вощеным полотном или прорезиненной тканью, так называемый "тампон". На этот тампон, в свою очередь, кладется кусок гладко остриженного толстого сукна, на котором и размазывается щеткой, по возможности равномерно, набиваемая краска. Перед печатью набойщик каждый раз опускает манеру на сукно, причем к ней, конечно, пристает некоторое количество краски. Есть краски, которые легко изменяются на воздухе, напр., краска с восстановленным "белым" индиго, и для которых обыкновенное шасси употреблять нельзя. В этом случае краска помещается в закрытом сосуде и по свинцовой трубке непрерывно притекает к шасси; тампон лежит непосредственно на краске, и вместо непроницаемой для краски ткани на него натягивается сукно. В том случае, если краска в дело должна употребляться в нагретом состоянии, сосуд с краской и самое шасси помещаются в водяную баню, нагреваемую паром. Обыкновенно у набойщика есть помощник, на обязанности которого лежит равномерно размазывать краску по шасси; таким образом, все внимание набойщика сосредоточивается уже исключительно на правильности набивки. Как бы, однако, ни были велики искусство и ловкость набойщика, ручная набивка никогда не дает вполне правильных контуров, а так как при этом и самая работа идет медленно и потому обходится дорого, то ныне этот прием работы, с введением машинных способов П., применяется все реже и реже. Попытки заменить ручную работу машинной делались давно. Был предложен целый ряд ныне уже не употребляемых механизмов, более или менее удачно разрешавших этот вопрос. Таковы, напр., "набивной планшетный стол", так назыв. "Реньеровская ведьма", "пломбина", изобретенная Эбингером. Все эти машины печатали рельефными набивными формами, т. е. обыкновенными манерами, и зараз могли печатать только одну краску, так что если и представляли преимущество по сравнению с работой набойщика, то только в смысле большей скорости, а иногда и большей тщательности работы. Дальнейшим и весьма крупным усовершенствованием в этом направлении является "перротина" (1834 г.) — машина, называемая так по имени ее изобретателя Перро из Руана, представляющая весьма остроумно скомбинированный и довольно сложный механизм, в некоторых случаях даже и теперь не потерявший своего значения. Она также работает выпуклыми набивными формами, но позволяет печатать уже не одну, а несколько красок зараз. В настоящее время перротина употребляется главным образом для расцветки ватных кубовых, так называемых немецких, ситцев. Фиг. 2 представляет вертикальный разрез перротины. А — массивный чугунный постамент, на котором укреплены работающие части машины. Набивка производится на трех столах В, расположенных один к другому под прямым углом. Вокруг этих столов идет и прижимается к ним бесконечное сукно, подкладка и печатаемая ткань. Подкладка свивается с ролика L, а печатаемая ткань с ролика М. Набивные формы прикреплены к массивам С и имеют движение, перпендикулярное к набивным столам. F — три ящика с краской. При опускании шасси вниз оно проходит мимо валика, приделанного к ящику с краской и вращающегося в ней. При этом движении валик намазывает краску на шасси, а помещающаяся за ящиком щетка разравнивает ее по сукну. Движение ткани и набивных форм соразмерены таким образом, что все три набивных формы ложатся последовательно на одну и ту же часть ткани, образуя трехцветный узор. По выходе с третьего набивного стола ткань выходит уже расцвеченною всеми тремя красками и направляется поверх ролика в сушильню. Перротина приводится в движение или от руки, или же с помощью паровой машины. В последнем случае она снабжается несколькими шкивами различных диаметров, чтобы можно было произвольно изменять скорость ее движения. Обыкновенно при перротине находятся двое рабочих, и ею может быть напечатано от 25 до 30 кусков в день. Исключая движение одной или двух набивных форм, является возможность печатать одноколерные или двуколерные ткани. Перротины устраиваются также с 4, 5 и 6 набивными формами. Специально для вытравных красок прежде нередко применялся так наз. "шотландский пресс" (фиг. 3); он употреблялся главным образом для платочного дела. Кусок ткани складывается в размер платка и помещается в сильный гидравлический пресс между двумя свинцовыми пластинками, в которых совершенно симметрично расположены отверстия, изображающие в своей совокупности какой-нибудь узор: горошек, крестики, листки, цветок и т. п. Сверху, над свинцовой плитой, снабженной закраинами, помещается ящик с вытравною жидкостью. Последняя протекает через отверстия свинцовой пластинки на ткань, вследствие капиллярности проходит через всю толщу ее и вытекает из отверстий нижней пластинки. Для вытравки по красной пунцовой ткани употребляется раствор хлора. Ввиду сильного давления, под которым сжата в прессе ткань, раствор не проникает в соседние места, и узор получается весьма правильный. Обесцвечивание происходит в течение 8—10 минут. По окончании вытравки, не разгружая пресса, производится тщательная промывка водой, что существенно необходимо для сохранения правильности контуров. Иногда работа этого пресса видоизменяется таким образом, что под нижней свинцовой плитой производится разрежение воздуха, и тогда вытравной раствор проникает сквозь толщу ткани, конечно, гораздо более энергично. Именно при содействии этого пресса приготовлялись дешевые красные с белой вытравкой платки, которые так
ПЕЧАТАНИЕ ТКАНЕЙ.
1. Набивной стол и шасси. 2. Перротина. 3. Шотландский пресс. 4. Ситцепечатная машина (разрез). 5. Ситцепечатная машина (вид спереди). 6. Сушильня при печатной машне. 7. Машина Мак-Наба для двустороннего печатания. 8. Котлы для варки красок.
распространены на Востоке, главным образом в Индии, и носят название "бандана".
В настоящее время преобладающее значение имеют ситцепечатные машины, главную работающую часть которых представляют валы (см.), на которых узор вырезан углубленно, что по сравнению с выпуклыми набивными формами представляет громадное преимущество в скорости работы и точности рисунка; только с введением в практику этих машин ситцепечатание развилось в громадную отрасль промышленности, имеющую большое экономическое значение. От степени тщательности гравировки валов зависит и правильность контуров напечатанного узора. С введением в последнее время в практику граверного дела пантографов (см.) точность и правильность гравировки находится в меньшей зависимости от искусства гравера. Рисунок, который должен быть вычерчен на валу и который соответствует только одной какой-нибудь краске (сколько красок входит в узор, столько должно быть и валов), копируется с рисунка художника при помощи камеры обскуры на цинковый лист, в увеличен. виде, и слегка вырезывается резцом так, чтобы все линии, его составляющие, были несколько углублены. Заготовленная так. образом копия кладется на стол пантографа; в последний помещается покрытый мастикой ситцепечатный вал, на который должен быть нанесен узор. При работе машины этот вал приходит в медленное вращательное движение. Гравировка по валу производится алмазными или стальными резцами: мастер, занимающийся гравировкой, обводит по рисунку на цинковом листе, помещенном на столе пантографа, шпилькой, и это движение передается системой рычагов алмазным резцам, которые и вычерчивают тот же самый узор на поверхности вала в уменьшенном виде и как раз того же размера, каким он должен быть на ткани. При приготовлении мелких и сложных рисунков предпочитают механический способ гравирования; при производстве крупных, так называемых "ляпистых" узоров предпочитают вытравку. Изобретение ситцепечатных машин англичане приписывают своему соотечественнику шотландцу Беллю, а французы Оберкампфу. Ситцепечатные машины бывают или одновальные, или многовальные, в которых число валов иногда доходит до 20. Металлический массивный барабан H. (фиг. 4 и 5), туго обтянутый в несколько оборотов грубой бумажной или льняной тканью, заменяет в ситцепечатной машине набивной стол. Поверх барабана или пресса ходит с целью сделать его поверхность еще более упругой толстая шерстяная или каучуковая ткань. Печатаемая ткань не пускается непосредственно поверх нее: краска, проходя через поры ткани, быстро загрязнила бы сукно и лишила бы его необходимой эластичности и упругости. Поэтому под тканью и поверх сукна направляется всегда так называемая "подкладка", или "чехол", каковой большей частью служит небеленый миткаль. По окружности пресса располагаются печатные валы С, которые лежат в подвижных подшипниках и могут быть с помощью рычагов-балансов G или отодвинуты от пресса, или сильно прижаты к нему. Под каждым печатным валом помещается ящик с краской Е, в котором вращается валик, обтянутый кожей или шерстяной тканью, до половины погруженный в краску. Ящик с краской тоже устанавливается на подвижной платформе и может быть или придвинут, или отодвинут от печатного вала. Нанесенный на него избыток краски снимается с его поверхности так называемой "раклей", или доктором — D, которая представляет стальной отточенный нож той же длины, что и вал, плотно к нему прижимающийся под острым углом. Таким образом за раклей, если последняя правильно установлена и хорошо отточена, краска на валу находится только в углублениях вырезанного узора. С другой стороны вала к нему прижимается "контрракля". При существовании на ракле даже незначительных зазубрин краска не вся счищается с печатного вала, вследствие чего на печатаемой ткани образуется ряд продольных полос, так наз. "засечек". Подкладка или чехол (см. выше) бывает "черная" или чистая. Черной называется подкладка, употребляемая до износа при печатании такими красками, которые не могут быть начисто удалены с ткани, например, черным анилином, хроморанжем и т. п. Чистая подкладка с печатной машины идет в отбелку. При работе ситцепечатной машины самое главное представляет так назыв. "трафление", или правильная установка всех ее работающих частей, что требует большой опытности "раклиста", или лица, находящегося при печатной машине. Ситцепечатные машины приводятся в движение или маленькой паровой машиной, так наз. "лягушкой", или от центральной, причем передача производится с помощью шкивов нескольких размеров, чтобы можно было работать на машине с различной скоростью: ставятся, как говорят, на три хода. Самый быстрый ход — 10 кусков, или 600 арш., в 10 мин., тихий — 10 кусков в 20 мин. и средний — 10 куск. в 12—15 мин. Расход силы находится в прямой зависимости от числа печатных валов: одновальная машина требует 2 силы, шестивальная — 8 сил. Место, занимаемое ситцепечатной машиной вместе с лягушкой, обыкновенно не превышает 11—12 кв. м. Тотчас по выходе с печатной машины ткань высушивается, так как иначе может произойти растечка краски и изменение контуров узора. Поэтому напечатанная ткань направляется в сушильню, или мансарду (фиг. 6). Сушильни нагреваются калориферами или с помощью паровых плит; нагревание горячим воздухом экономичнее, но работа в сушильне более тяжела. Температура в ней держится в пределах 40°—70° С. Сушильни лучше устраивать во втором этаже, иначе очень сильно повышается температура в печатной комнате. Сушильня представляет отдельную комнату, внутри которой вверху и внизу расположены ролики, по которым движется высушиваемая ткань. Кроме напечатанной ткани, в сушильню входят также подкладка и сукно, так как и та, и другое немного увлажняются краской вследствие капиллярности. Впрочем, путь, проходимый напечатанной тканью, сукном и подкладкой, далеко не одинаков ввиду того, что в них содержится не одно и то же количество влаги. Наименьший путь в сушильне описывает сукно, которое, сделав 2—3 зигзага, идет опять на пресс печатной машины. Подкладка описывает уже более длинный путь и по выходе из сушильни наматывается сзади печатной машины на приемный ролик или идет для складывания к самотаскам. Напечатанная ткань по выходе из сушилен принимается качающейся рамой. Сушильня к каждой печатной машине занимает около 16 кв. м. Так как расход краски изменяется в довольно широких пределах в зависимости от величины узора (от 0,1 литра до 1,5 и даже до 2 л), то обмен воздуха в сушильне должен быть установлен таким образом, чтобы и наиболее влажная ткань успевала в ней высохнуть. Воздух, впускаемый в мансарду, большей частью предварительно подогревается, для чего его пропускают через так наз. "митральезу" — железный барабан, нагреваемый рядом расположенных внутри его паровых труб.
В последнее время распространяется способ двустороннего П., при чем повторяется один и тот же узор одними и теми же или различными красками. Этот прием применяется теперь преимущественно для производства тяжелых мебельных и драпировочных тканей. Такого рода ткани давно уже известны в Индии и носят там название "баттик". Машина Мак-Наба для двустороннего П. имеет след. устройство (фиг. 7). Вокруг пресса А печатной машины, поверх сукна, двигается подкладка В из эластичной каучуковой ткани. По этой подкладке печатный вал R печатает узор какой-нибудь краской. Набиваемая ткань, пройдя направляющие ролики О, подходит к прессу уже за валом R, так что соприкасается с подкладкой, уже покрытой краской. При надавливании на ткань другого печатного вала R' на ней отпечатывается одновременно с одной стороны краска с вала R', а с другой — еще не высохшая краска с подкладки В. При этом для получения правильного узора является существенно необходимым совершенно точно урегулировать скорости движения печатаемой ткани и обоих валов. Для двустороннего П. нельзя употреблять редкие ткани. Правильность работы ситцепечатной машины предварительно проверяется рядом пробных печатаний или "трафлением". Валы в машине всегда располагаются строго обдуманно и нумеруются еще заранее, перед гравировкой, имея в виду вытягивание ткани, цвет красок (см. Валы). Иногда для сохранения светлой краски, чтобы она не "захаживалась" (не грязнилась), перед ней ставят гладкий вал, в красочном ящике которого находится вместо краски жидкий крахмальный клейстер. Тогда краска, снимаемая валом с ткани, перейдет не в краску, а в крахмал. Зная свойства красок, колорист должен заранее указать раклисту, нужен ли крахмальный вал, в каком порядке расположить краски или через сколько кусков надо менять или выбрасывать краску. Во время работы часто образуются соединения между пигментами и протравами (лаки), а также случается, что краска закристаллизовывается. С целью избежать этого в краску вводятся уксусная кислота, нашатырь и т. п., или же краска подогревается. От забивания гравюры выделившимися из краски твердыми веществами или если краска сильно пенится — получается брак. На многовальных машинах работать труднее, чем на одновальных, и тогда как на последних можно сработать 200—350 кусков, на многовальных нельзя сработать более 75—150 штук мебельных или "плательных" ситцев. Запас валов является основным и наиболее ценным фондом фабрики: на 10 машин запас их обыкновенно не бывает меньше 2000 штук. Как бы тщательно ни была установлена машина, тем не менее при работе взаимное положение печатных валов, сукна, раклей и т. п. вследствие сотрясения несколько изменяется, и результатом этого является брак, или порча ткани. На большинстве фабрик брака получается до 8% от общего количества вырабатываемого товара. Правильность, доброкачественность печати, помимо искусства раклиста, зависит также от краски: только достаточно густая, мягкая и вместе с тем клейкая краска хорошо входит во все углубления печатного вала. Этим и вызывается необходимость употребления загустителей, т. е. веществ, способных давать густые и клейкие растворы (см. Загустки). Чаще всего для этой цели употребляются картофельный и пшеничный крахмалы, декстрин, лейогомм, камедь, трагант и альбумин. Реже и притом почти исключительно для ручной набивки употребляется минеральная загустка, глинка. Наиболее распространенная загустка варится из 10% пшеничного крахмала. Если нужна очень густая загустка, то берут 15 и даже 20%. Декстрин, лейогомм, искусственная камедь и другие продукты, приготовляемые из крахмала, обладают по сравнению с крахмалом меньшей загущающей способностью, но зато значительно большей клейкостью. Естественные камеди, аравийская и сенегальская, представляют загустители по преимуществу. Камедная загустка готовится различной консистенции в зависимости от состава печатаемых красок. Более жидкая содержит 600 г камеди на литр воды, средняя 1000 г на литр и густая 1500 г. Эта загустка приготовляется прибавлением понемногу в отмеренное количество кипящей воды навески измельченной камеди при постоянном перемешивании. Декстринная загустка приготовляется развариванием 1000 г декстрина в 1 л воды. Камедь не должна вредить оттенку нежных красок. С этой целью рак. приготовляет пробную краску такого состава: 1 л воды, 30 г аммониакальной кошенили, 24 г измельченных квасцов, 16 г щавелевой кислоты, 375 г камеди. Сваренная краска протирается через сито и печатается по шерстяной ткани. Напечатанная ткань запаривается и промывается. При хороших сортах камеди получается нежный розовый цвет без всякого желтого оттенка. Весьма важно также, чтобы употребляемая в ситцепечатании камедь не содержала свободных кислот. С целью испытания камеди в этом направлении приготовляется краска такого состава: в 500 куб. стм воды растворяют 250 г испытуемой камеди и прибавляют к приготовленной загустке 30 г раствора уксуснокислого глинозема, или так называемой красной протравы (см. Глиноземные протравы). Напечатанная этой краской ткань остается висеть в течение 12 час. на воздухе, промывается водой, затем окрашивается в ализарине и промывается в мыльной воде. Напечатанные места должны быть красивого розового цвета; если же камедь содержит свободные кислоты, окрашивание получается очень бледное. Полезно испытать камедь также на стойкость ее, так как некоторые сорта легко свертываются. Для этого приготовляется смесь из 135 г крепкого раствора кашу, 127 г уксусной кислоты, 30 г воды, 90 г нашатыря, 97 г уксусно-известковой соли, 250 г измельченной камеди и 37 г раствора азотнокислой меди в 50° Боме. Если приготовленная и процеженная краска по прошествии 24 час. останется неизмененной, не свернется, то камедь хороша. О траганте, альбумине и др. загустителях — см. Загустки.
Варка красок и загусток производится обыкновенно в котлах с двойными стенками, между которыми, смотря по надобности, пускается или пар, или же холодная вода, для охлаждения сваренной краски. Внизу котла (фиг. 8) помещается кран, через который и проходит как пар (вернее, конденсационная вода), так и холодная вода. В котлах располагается мешалка, которая приводится в движение от привода. Емкость котлов делается обыкновенно от 20 до 200 л. Иногда наряду с этими котлами устанавливаются котлы и без паровых рубашек, в которых происходит приготовление так наз. "холодных" красок. Составные части краски прибавляются или в уже сваренную загустку, или же они развариваются вместе с ней, в том конечно случае, если не оказывают неблагоприятного действия. Если составные части краски при нагревании разлагаются, то прибавляют их в сваренную и уже остывшую загустку. Все время расхолаживания производится непрерывное перемешивание. Сваренная краска протирается через сито. Непротертая краска неровно печатается, может прорезать вал или раклю и вызвать образование затасков. Протирание краски производится или вручную, через шелковое или волосяное сито, или же при помощи различных механических приспособлений. В первом случае над глиняным колпаком помещается сито и через него вручную, а иногда при помощи щетки, протирается сваренная краска. Нередко также щетка, которой производится протирание краски, приводится в движение от привода, как это изображено на фиг. 9.
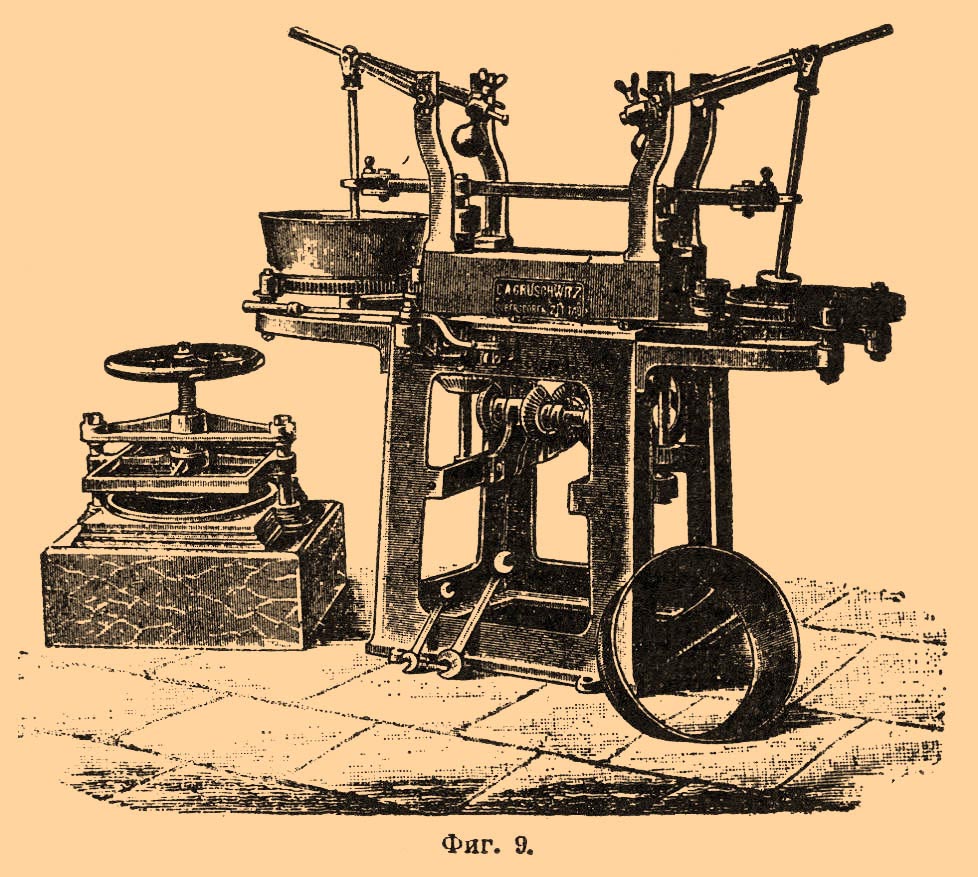
Фиг. 9.
На некоторых фабриках употребляется фильтр, работающий вследствие разрежения воздуха. Он устроен таким образом: вверху металлич. сосуда герметически укрепляется плоская воронка с дырчатым дном; с помощью водяного или воздушного насоса из сосуда выкачивается воздух, а на сито, поверх которого укрепляется волосяная или шелковая ткань, наливается краска, которая и проходит в приемный сосуд, а все крупные частички задерживаются. Расход краски на печатных машинах зависит от состава краски, характера рисунка, сорта ткани и глубины гравировки, вала и изменяется от 80 зол. до 4 и даже 5 фн. Вес 1 литра краски обыкновенно не превышает 1,1 кило. Нередко заготовляются концентрированные краски, в состав которых входит большое количество пигмента и загустки; при печати, смотря по надобности, эти краски разбавляются загусткой, или "купируются". Для очень слабых купюров прибавляют до 60 ч. загустки на 1 ч. первоначальной краски, или "матки". Если узор состоит из одной и той же краски, только нескольких различных оттенков, как это, напр., часто делается при приготовлении рубашечных и мебельных ализариновых ситцев, то стараются, чтобы все купюры обладали резко отчетливыми оттенками, или, как говорят, тщательно следят за "делениями" красок. Купюры устанавливаются после предварительных проб. При грубой гравировке можно купировать сильнее, т. е. больше разводить краску; при мелкой — слабее.
Сама ткань перед печатью подвергается той или другой механической или химической подготовке. Механическая подготовка отбеленной хлопчатобумажной ткани состоит в том, что ткань стрижется один или два раза на стригальных машинах. Стригут обыкновенно только лицевую сторону, на которой будет печататься узор и которую всегда легко отличить по клейму. Главную работающую часть стригальных машин представляет спиральный нож, поверх которого двигается ткань под известным углом в натянутом состоянии. Перед ножом ряд щеток поднимает ворс, а за ним ряд других щеток счищает срезанный пух. Стригальная машина системы Кемпе при 300 оборотах в мин. подает 100 мм ткани в сек., что составляет 5040 арш. в 10 час. работы в одно полотно и считая один час на остановки. Большею частью в стригальных машинах ткань идет в три полотна рядом. Стригальная машина занимает около 4,5 кв. м места и требует 0,5 лошадиной силы. Стрижка представляет существенно необходимую операцию; таким образом снимаются с ткани волосики, которые придают ей неприятный седоватый вид. Присутствие пушка в особенности нежелательно для темных красок, так как при них он наиболее заметен. После стрижки ткань поступает на пухоочистительные машины, где с ткани тщательно снимается пушок и оставшийся волос. Главную работающую часть этих машин представляет 10, а иногда и больше быстро вращающихся щеток длиною до 1,8 м, прижимаясь к которым, двигается ткань. Щетки помещаются в закрытом со всех сторон деревянном ящике. В этом ящике сделаны щели для входа и выхода ткани; верх этого ящика соединяется широкой трубой с вентилятором, который вытягивает из него воздух и пыль. Производительность этих машин обыкновенно не превышает 300 кусков в 10 рабочих часов. После пухоочистительных машин ткань направляется через ширильные машины, где она расправляется и наматывается на ролик, а затем через накатные машины, где еще раз возможно правильно перематывается на ролик по 10—20 штук, сшитых вместе в одно полотно. Пухоочистительные машины и ширильные требуют около 0,5 силы, накатывательные всего 0,25 силы. Из накаток, смотря по фабрикации, ткань идет или прямо на печатные машины, или же сперва на плюсовки для химической подготовки теми или другими реагентами. Химическая подготовка ткани перед печатью состоит в пропитывании ее различными растворами, напр., раствором ализаринового масла для ализариновых красок, раствором ароматических спиртов в едких щелочах для закрасок и смесью растворов анилинового масла и различных окислителей для ситцев с черно-анилиновым грунтом. Пропитывание производится всегда в расправку на плюсовальной или "солильной" машине (фиг. 10).
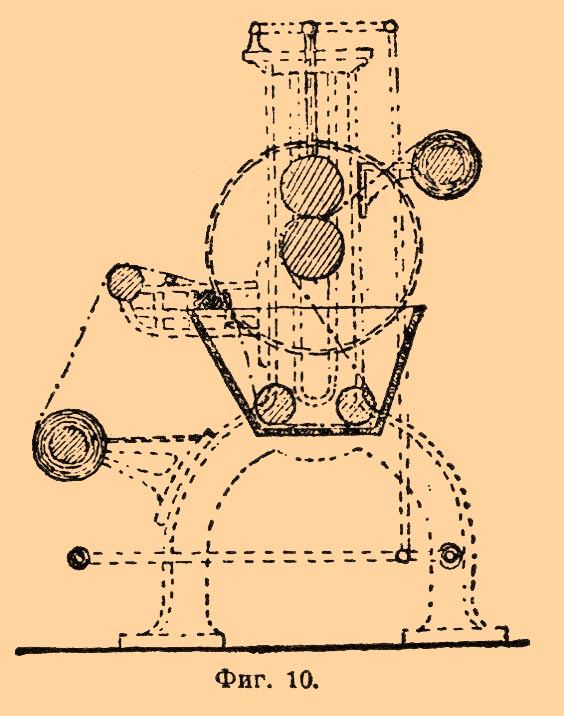
Фиг. 10
Ткань при пропитывании поступает в ящик, в котором находится ряд роликов, мимо которых она и направляется. Обойдя их все, она поступает на отжим, причем один из отжимных валов делается обыкновенно из меди, а верхний — упругий, деревянный, обтянутый толстой резиновой тканью. Ящик часто делается или целиком из меди, или обкладывается медными листами. Очень важно для каждого сорта плюсового раствора иметь отдельную солильную машину. Для того, чтобы ткань пропитывалась равномерно, существенно важно, чтобы уровень жидкости в ящике поддерживался постоянно на одной и той же высоте, чтобы ролики были расположены совершенно правильно, чтобы ткань двигалась постоянно с одной и той же и притом небольшой скоростью и чтобы концентрация плюсовального раствора оставалась постоянной. Давление отжимных валов солильной машины всегда устанавливают таким образом, чтобы обе кромки отжимались совершенно одинаково. Пропитанная раствором ткань непосредственно из солильной машины направляется в сушилку, которая обыкновенно состоит из отдельной камеры с рядом вертикально поставленных плит, внутрь которых пропускается пар и вблизи которых, огибая ряд роликов, проходит проплюсованная ткань. По выходе из сушилки ткань складывается у самотаски в пачку. Существенно важно, чтобы сушилка была снабжена достаточным количеством плит и чтобы в нее пропускалось достаточное количество пара, так как необходимо, чтобы ткань успела вполне высохнуть. Сырая ткань непригодна для печати; по ней растекутся контуры рисунка, и узор выйдет нечисто. Температуру в сушильне держат обыкновенно в пределах 30—50° С. Ролики всегда располагаются таким образом, чтобы ткань никак не могла прийти в соприкосновение с плитами, иначе она может, как говорят, "подгореть", конечно, не в точном смысле этого слова. Это в особенности вредно при сушке ткани, пропитанной черноанилиновым раствором. Очень большое значение имеет также и хорошая вентиляция в сушильне, устраняющая возможность капели. Раз проплюсованная ткань уже заправлена в сушилке, необходимо следить за тем, чтобы не было остановок, иначе на ткани образуются так наз. "перевальные полосы". По разнообразию практикуемых приемов ситцепечатное дело несомненно занимает первое место среди других отраслей химической промышленности. Вместе с развитием техники красильных веществ оно быстро идет вперед, и эти приемы непрерывно изменяются и улучшаются.
Различают ситцы или с цветным или с белым грунтом, так наз. "белоземельные" ситцы. Из ситцев с цветным грунтом наибольшим распространением пользуются: пунцовые, кубовые, черноанилиновые и азоситцы, или ситцы с цветным азопигментным грунтом, расцвеченные другими пигментами. Расцветка по цветному грунту производится двумя различными приемами: вытравкой и резервом. И тот, и другой приемы работы применяются почти одинаково часто, причем для одних красок предпочитают вытравку, а для других резерваж. Химическая сущность вытравки (см.) состоит в том, что в местах расположения белого или цветного узора в несколько различных красок, первоначально нанесенная на ткань краска тем или другим способом, чаще всего при помощи различного рода окислителей, уничтожается, или, как говорят, "вытравляется". Таким именно способом приготовляются пунцовые, кубовые, ситцы с коричневым грунтом, бистр и др. Резерваж от вытравки отличается тем, что еще до окрашивания в гладкий цвет на ткань наносится узорчатая расцветка, часто в несколько красок, такого состава, что при последующей окраске на всех тех местах, где напечатаны резервные краски, или совершенно не происходит окрашивания (получается белый узор), или же закрепляется цветной узор другого, чем фон, цвета. Таким образом в очень больших количествах приготовляются ныне весьма распространенные ситцы с черноанилиновым грунтом, ализариновые ситцы с розовым фоном, а также, наравне с вытравкой, и кубовые ситцы.
Из ситцев с цветным грунтом наибольшее значение в России до сих пор имеют еще пунцовые ситцы, для производства которых существует целый ряд пунцовых фабрик во Владимирской и Московской губерниях. Много пунцовых фабрик находится также и за границей, главным образом в Англии (Глазго), где такого рода ткани в больших количествах выделываются для экспорта в Индию, а также в Швейцарии, откуда такие ткани вывозятся в Египет, Италию, Турцию и Испанию. В ситцепечатном отделении пунцовых фабрик узорчатой расцветке подвергаются уже окрашенные в красный цвет ткани (см. Крашение), и для воспроизведения цветного узора пользуются вытравкой. Еще не так давно, всего 6—7 лет тому назад, применялась для этой цели так назыв. "кислая вытравка" (см.), в настоящее же время преимущественно применяется "щелочная вытравка", которая дает возможность при меньших затратах воспроизводить по красному фону красивые и не менее прочные колера. В щелочной вытравке, впервые предложенной Фурно, главным действующим элементом является едкий натр. В основании этого приема работы лежит способность едких щелочей при запаривании разрушать цветной пунцовый лак, образуя с ализарином ализарат, с глиноземом — алюминат и с ализариновым маслом — мыло. В состав вытравной щелочной "бели" для получения белого узора входит, кроме загустки, крепкий раствор едкого натра и иногда мыла. Для получения других цветных колеров первоначально употреблялись различные азокраски, а в настоящее время гораздо более прочные минеральные и притом почти все те же самые, как и при старом способе кислотной вытравки. Обыкновенно для желтой употребляется крон, т. е. хромовокислый свинец, для голубой — индиго, для зеленой — смесь индиго и крона и для черной — черный анилин. Таким образом получается совершенно прочный ситец, то, что французы называют grand teint. Зеленый цвет из смеси синего индиго и крона по яркости превышает зеленый из берлинской лазури и крона, получавшийся при кислом способе вытравки. Закрепление индиго и одновременное разрушение пунцового лака ведется по способу Шлипера и Баума; для этой цели пунцовая ткань пропитывается патокой (25% раствором), и затем по ней печатается узор краской, в состав которой входит мелко истертое индиго, загустка и крепкий раствор едкого натра. После печати ткань запаривается влажным паром и промывается большим количеством воды, при чем и проявляется голубой узор. Для желтой краски употребляется щелочной раствор окиси свинца, приготовляемый прибавкой большого количества едкого натра к раствору азотно-свинцовой соли. Для воспроизведения зеленого цвета печатают смесь синей и желтой краски. После запарки, при чем разрушается пунцовый лак, ткань с напечатанными на ней красками пропускается через раствор серной кислоты; при этом из окиси свинца образуется нерастворимый сернокислый свинец, при дальнейшем пропуске через раствор хромпика дающий желтую хромово-свинцовую соль. При проходе через серную кислоту с ткани удаляется также и глинозем, бывший в соединении с ализарином и образующий легко растворимый сернокислый глинозем; ализарин же удаляется последующими промывками водою, раствором силиката и мылом. Ввиду того, что удаление последних следов пигмента представляет немалые затруднения, бель при щелочной вытрави обыкновенно выходит несколько хуже, чем по старому кислотному способу. Щелочная вытравка требует щепетильного соблюдения раз выработанных приемов работы и только при соблюдении этого условия дает удовлетворительные результаты. Масловский указывает, что совершенно чистая щелочная бель получается по ткани, окрашенной 70—73% флавопурпурина, 20—22% ализарина и 7—8% антрапурпурина. Даваемый им рецепт "бели" таков: 220 ч. раствора едкого натра в 50° Боме смешиваются на холоду с 80 ч. густой камедной загустки (100 на 100) и эта смесь стоит на холоде 24 часа. За 6 час. до П. к 120 ч. так. обр. приготовленной смеси прибавляют понемногу и при постоянном охлаждении 11 ч. хлористого олова. Существенно важно прибавлять новые порции олова только уже по растворении прибавленного ранее и наблюдать, чтобы температура не поднималась выше 35° С. Затем к охлажденной смеси прибавляют 34 ч. раствора силиката в 35° Б. и 1/2 ч. глицерина. Перед П. краска протирается два раза через сито. Для желтой берут: 60 ч. твердого едкого натра, 40 ч. камедной загустки (100 на 100) и 15 ч. свежеосажденного хлористого свинца. Для голубой смешивают 10 ч. глюкозы с 7 ч. раствора едкого натра в 50° Б., по охлаждении прибавляют 100 ч. белой щелочной вытравной краски ранее указанного состава и 250 ч. щелочного раствора индиго. Этот последний приготовляется растиранием 100 г индиго с 100 г воды и 200 г раствора едкого натра и прибавлением к полученной смеси, по совершенном ее охлаждении, 400 г загустки. Розовая расцветка по пунцовым тканям, или так наз. "роза по пунцовому", воспроизводится уже при помощи резерважа. Для этого по подготовленной к крашению ткани, т. е. к ткани, на которой нанесена и уже закреплена глиноземная протрава, печатается узор краской, в состав которой, кроме загустки, всегда входит какая-нибудь крепкая кислота, напр., лимонная или виннокаменная, в количестве достаточном, чтобы снять с ткани на напечатанных местах часть глинозема. При высушивании кислота реагирует с глиноземом; образуются лимонно- или винно-глиноземные соли, легко растворимые в воде. При последующих меловке и крашении значительная часть глинозема с тех мест, на которые была набита краска, переходит в раствор, и на ткани местами получается уже не красный, а только более или менее интенсивный розовый цвет. Ввиду того, что и едкий натр растворяет глинозем, получение "розы" возможно также и при замене кислоты едкою щелочью. Степень яркости и чистоты оттенка розового цвета очень зависит от количества употребляемой в краску кислоты, и чем оно больше, тем "роза" выйдет бледнее. Приготовление розы красивого оттенка со строго отчетливыми контурами считается одной из трудных задач ситцепечатного дела, и для успеха существенно важно, чтобы предварительная подготовка ткани оставалась неизменной. Ализариновые ситцы с розой и белью пользуются большим распространением. Не менее распространены, особенно на юге, также и кубовые ситцы (см.), отличающиеся выдающейся прочностью по отношению к мылу и свету. В последнее время кубовые ситцы встретили сильного конкурента в дианизидине, новой азокраске, получившей большое распространение. Из ситцев с другими окрашенными грунтами с каждым годом приобретает все большее и большее значение новый многоцветный сорт их с черным анилиновым грунтом. Черный анилин, хотя и был получен окислением анилинового масла еще в 1840-х годах (Фритче), тем не менее техническое применение этой реакции к ситцепечатанию представляет заслугу манчестерского химика-колориста Лайтфуда. Черный анилин (см. Крашение) из всех ныне известных красок представляет наиболее прочную; темный фон, расцвеченный светлыми и яркими красками, в значительной степени теряет свою мрачность. Черный анилин образуется из анилинового масла под влиянием окислителей. Чаще всего для этой цели употребляется бертолетова соль, причем замечено, что окисление идет только в кислой или нейтральной среде. Именно на этом резервирующем действии щелочей и основана расцветка черноанилиновых ситцев. Первой операцией приготовления этих ситцев является грунтовка раствором анилинового масла с окислителями. Грунтовка производится на солильной машине, и раствор имеет следующий состав: 100 ч. воды, 4 ч. бертолетовой соли, 10 ч. 30% раствора красной синильной соли, 7 ч. анилинового масла. Приготовленный таким образом прозрачный раствор перед употреблением в дело еще разбавляется водою. Непосредственно с плюсовки ткань направляется в сушильню, обыкновенно механическую зрельню Прейбиша. Существенно важно, чтобы ткань высыхала по возможности скоро и при сравнительно низкой температуре, так как иначе происходит частью уже окисление нанесенного на ткань анилинового масла и ткань закрашивается в зеленоватый цвет, так наз. "эмеральдин". По таким образом подготовленной ткани печатаются резервные краски такого состава: белая краска — 100 ч. раствора уксуснокислого кальция в 16° Б., 65 ч. лейогомма, 30 ч. уксусно-натровой соли, 30 ч. раствора едкого натра в 20° Б.; желтая краска: 100 частей хромовокислого свинца в тесте (с 40% воды), 26 частей альбуминного раствора (100 на 100), 20 ч. уксуснокислого натра, 5 ч. раствора едкого натра в 20° Б. Для красной расцветки употребляется киноварь, для голубой — ультрамарин, для зеленой — вер-гинье, для фиолетовой — фиолетовый ультрамарин. В краску всегда вводится некоторое количество щелочи (едкого натра или соды), а также и солей каких-нибудь слабых кислот, чаще всего уксусной. Употребляя смеси различных минеральных пигментов, является возможным получать неопределенные "модные" оттенки различных цветов. Кроме щелочей, резервирующими веществами при приготовлении черного анилина могут служить также и различного рода восстановляющие вещества, напр.: роданистый аммоний, род. алюминий, серноватисто-натровая соль, пирогалловая кислота, цинк в порошке и т. п. Ткань с напечатанными на ней резервными красками идет сперва в сушильню, а оттуда в запарку (б. частью в так наз. fixe — аппарат Мазера и Платта, фиг. 11), из которой и выходит уже окрашенная в густой темно-зеленый цвет, за исключением, конечно, тех мест ее, на которых были напечатаны резервные краски.

Фиг. 11.
По выходе из зрельни ткань пропускается через нагретый до 80° С. раствор хромпика, содержащий в литре 10 г хромпика, 5 г соды и 5 г поваренной соли, после чего промывается последовательно водой, мылом и вновь водой. В последнее время расцветка по черному анилину, по предложению Прюдома, делается также при помощи анилиновых пигментов щелочного характера. При этом в солильный раствор вводится, кроме анилинового масла и окислителей, также еще и сурьмяная соль. Сочетание ярких красных, синих и зеленых пигментов с черным дает возможность создавать целый ряд очень красивых цветных комбинаций. Синяя резервная краска с анилиновыми пигментами имеет след. состав: 150 г метиленозой сини, 1 литр уксусной кислоты в 8° Б., 4 литра воды и 600 г крахмала хорошо развариваются и к ним по охлаждении прибавляются 3500 г уксуснокислого натра, 750 куб. стм воды и 850 куб. стм глицерин-таннина. Последний по Лауберу готовится так: 48 кг танина растворяются в 48 л воды и 16 л уксусной кислоты в 8° Б. и по охлаждении к этому раствору прибавляется 16 л глицерина в 28° Б. Фиолетовый резерв: 100 г метилфиолета, 1 л уксусной кислоты в 8° Б., 4 л воды и 600 г крахмала развариваются в однородную массу и по охлаждении к ней прибавляют 3500 г уксуснокисл. натра, 750 кб стм воды и 600 кб стм глицерин-таннина. Совершенно подобный же состав имеют зеленый (берется бриллиантовая зелень) и розовый резерв (рубин); для красного употребляется фуксин в смеси с небольшим количеством аурамина. Ввиду гигроскопичности уксуснокислого натра необходимо, чтобы высушивание шло скоро, иначе краски легко растекаются. После печати ткань проходит через аппарат Мазера-Платта и пропускается затем через меловую барку при 60° С. и промывается водой и мылом. Для расцветок по черному анилину в широких размерах пользуются также и свойством основных анилиновых пигментов давать нерастворимый соединения с железисто-синеродистым цинком. Неоднократно делались попытки сочетать черный анилин и с азопигментами, но до сих пор эти попытки не дали вполне удовлетворительных результатов. Азокраски сами по себе стали в первый ряд наиболее употребительных красок, и, несмотря на то, что в смысле прочности по отношению к свету некоторые пигменты оставляют еще многого желать, эти краски расходуются в огромных количествах, и ситцы с цветным азогрунтом, или азоситцы, представляют весьма распространенный сорт товара. Азокраски или образуются непосредственно на ткани, или употребляются уже готовыми. В ситцепечатании большее значение имеет первый прием. Азокраски на волокне образуются сочетанием фенолов с диазотированными аминами, причем ввиду обширности этого класса соединений число возможных комбинаций очень велико. Практическое значение, однако, в настоящее время имеют преимущественно комбинации α- и β-нафтола с паранитроанилином, нафтиламином и дианизидином. Сочетанием β-нафтола с паранитроанилином получается очень яркий красный цвет, мало чем уступающий пунцовому, сочетанием с β-нафтиламином красный кармуазинного оттенка, с α-нафтиламином — бордо и с дианизидином — синий. Цветной узор по азогрунту делается при помощи вытравки или резерважа. Получить хорошую бель составляет до сих пор весьма трудную задачу, поэтому азоситцы чаще расцвечаются в цветные колера и сравнительно редко в белый. При приготовлении этого сорта ситцев ткань сперва плюсуется раствором β-нафтола следующего состава: 250 г β-нафтола, 500 г раствора едкого натра в 22° Б., 750 г ализаринового масла, 10 л воды. Пропитанная этим раствором ткань высушивается при 50°—60° С. Прибавка ализаринового масла в значительной степени улучшает оттенок красного цвета, но при этом еще труднее получается хорошая бель. По таким образом подготовленной и высушенной ткани нередко сперва печатаются резервные краски, а затем уже ткань выкрашивается пропуском через раствор диазотированной щелочи. Иногда же на ткани предварительно проявляется гладкий цвет, и уже потом, по выкрашенной ткани, печатаются краски. Для проявления красного паранитроанилинового цвета проявитель имеет следующий состав: 560 г азофора PN (предварительно диазотированного паранитроанилина) растворяют в 5 л воды; по отцеживании нерастворимого остатка его промывают еще 2 л воды, и к полученным 6 л раствора прибавляют при постоянном перемешивании 250 к. с. раствора едкого натра в 22° Б., 275 к. с. воды и 1 л загустки из траганта и пшеничного крахмала, чтобы получилась однородная густая жидкость. Для образования на ткани синего дианизидинового цвета берется несколько более слабый раствор β-нафтола, но зато больше ализаринового масла. Проявитель, через который пропускается проплюсованная ткань, имеет следующий состав: 83 г динизидиновой соли растворяются в 50 к. с. соляной кислоты в 22° Б. и к раствору прибавляют 1,5 л теплой воды, затем по совершенном растворении 3 кг льда и при перемешивании 140 г нитрита, содержащего 290 г. азотисто-натровой соли в л; по прошествии 20 мин. прибавляют 200 г раствора хлористой меди в 40° Б., разбавляют водою до 9 л и непосредственно перед употреблением в дело, чтобы придать раствору необходимую густоту, 1 л подкисленного уксусной кислотой загустителя из смеси траганта и пшеничного крахмала. Для воспроизведения белого и цветного узоров по тканям, окрашенным в красный паранитроанилиновый, нафтиламиновый или синий дианизидиновый цвет, до последнего времени применялся главным образом резерваж, т. е. по равномерно пропитанной раствором β-нафтола ткани печатались краски такого состава, который действовал бы разрушающим образом на раствор диазо, через который по высушивании пропускается ткань. Для этой цели употребляются главным образом растворы солей закиси олова и сернистокислые щелочи. С целью облегчить резервирующее действие хлористого олова, в резервные краски вводится также виннокаменная кислота. Действие ее заключается в том, что она разлагает нафтолат, образуя винно-натровую соль и свободный нафтол, который гораздо труднее, чем нафтолит, реагирует с диазораствором. Бель при этом получается значительно чище. Для разноцветного резерва в состав краски, кроме указанных восстановителей, вводятся также анилиновые пигменты и танин. Для желтой иногда употребляется и крон. Помимо, однако, того, что приготовленные таким образом краски недостаточно прочны, необходимо принять во внимание и то, что диазораствор, через который проходит ткань с отпечатанными красками, быстро загрязняется и потому фон по мере прохода ткани приобретает все более и более грязный оттенок. Неудобство этого приема работы заключается также и в том, что тогда как для получения хорошего цвета по грунту существенно важно, чтобы вместе с β-нафтолом на ткань было нанесено также и достаточное количество ализаринового масла, для получения хорошей бели последнее употреблять нельзя. Для белой резервной краски 300 г сернистокислого калия растворяются в 750 г густой камедной загустки при нагревании. Легкий способ белой и цветной вытравки по паранитроанилину и др. субстантивным пигментам составляет pia desideria колористов, так как азокраски с каждым днем все больше и больше входят в красильную практику. Хотя вытравка по тканям, окрашенным некоторыми азокрасками, напр., конго, и удается сравнительно легко, — по красной паранитроанилиновой до сих пор представляет большие затруднения. Шмидт указывает, впрочем, что возможно и c помощью вытравки получить хорошую расцветку, только для этого надо ввести в состав вытравных красок вещества, растворяющие красную паранитроанилиновую краску и тем облегчающие реакцию вытравной краски. Вытравка производится тоже при помощи восстановляющих веществ, причем паранитроанилиновая красная восстановляется в парафенилендиамин и амидонафтол. Веществами, растворяющими красную паранитроанилиновую краску, являются глицериды различных летучих и нелетучих кислот, напр., ацетин, тартрин, сам глицерин непосредственно и этиловые эфиры винной, лимонной и левулиновой кислот. Белая вытравная краска, следовательно, состоит из восстановляющих веществ, какого-нибудь растворителя и загустки. Для цветных вытравок употребляются такие пигменты, которые дают с оловом цветные лаки: для желтого цвета — грушка и кверцитрон, для синего — галлоцианин и галламин, для зеленого и оливкового — смесь этих красок. Таким образом является возможным получать до красной азорасцветку, аналогичную той, какая наносится на пунцовые ситцы. Главным преимуществом вытравки по сравнению с резерважем является то, что вместе с вытравными красками можно печатать и черную анилиновую. Ткань с напечатанными вытравными красками хорошо высушивается и тотчас же пропускается через запарку Мазера-Платта, где остается в течение всего 5—7 мин. Из запарки ткань проходит прогонную барку со слегка подогретым раствором соляной кислоты (40 г на л), затем промывается водой и, если нет никаких других, кроме белой, красок, то для улучшения оттенка белого цвета пропускается еще через раствор белильной извести. Встречаются ситцы и с коричневым грунтом "бистр". Для окрашивания в цвет бистр ткань сперва пропитывается раствором хлористого марганца, высушивается, пропускается через раствор едкого натра (по возможности не содержащего соды), промывается и проходит через раствор белильной извести, причем на ткани получается коричневое окрашивание вследствие образования на волокне перекиси марганца. После промывки и высушивания ткань готова для печати. Для вытравки по бистру — в краску вводится, как действующий элемент, оловянная соль (SnCl 2); при этом получается белый узор. Для синего входит желтая синильная соль в смеси с какой-нибудь органической кислотой, напр., лимонной. Для желтой расцветки служит какая-нибудь свинцовая соль, и ткань после запарки пропускается через раствор хромпика. Черная по бистру употребляется или кампешевая, или черноанилиновая. Зеленая расцветка приготовляется смешением синей и желтой краски. Химизм расцветки по бистру основывается на восстановляющем действии оловянной соли; трудно растворимая в кислотах перекись марганца переходит при этом в окись, легко удаляемую с волокна промывкой в растворе какой-нибудь кислоты.
Еще более распространены ситцы с белым грунтом, или белоземельные ситцы, приготовляемые заварным (ныне почти оставлен) или же запарным способом. В ст. Заварные и Запарные ситцы уже изложен общий ход приготовления тех и других, так что здесь будет уместно привести только несколько рецептов наиболее типичных и важных запарных красок. Для получения желаемого оттенка цвета на запарных ситцах является существенно важным соблюдение очень многих условий, помимо доброкачественности пигмента и протравы, а именно: продолжительности запаривания, влажности или сухости пара, темп. и давления в запарных приборах. Важнейшими, наиболее употребительными запарными красками являются следующие: ализариновые красная, розовая, фиолетовая и коричневая, черный анилин, цветные анилиновые краски, минеральные краски, азокраски, кашу и индиго. Красная ализариновая делается всегда на глиноземной протраве, при чем употребляется уксуснокислый, азотнокислый или роданистый алюминий. Примером состава этой краски может служить следующий рецепт: 80 г крахмала, 320 к. с. воды, 60 г раствора траганта (70 г в л), 40 к. с. уксусной кислоты в 6° Б., 30 г деревянного масла, 100 г раств. азотнокислого олова в 15° Б., 200 г 20% ализарина, причем берется смесь ализарина различных марок, т. е. смесь ализарина, флавопурпурина и антрапурпурина. Сперва, как всегда, приготовляется крахмальное молочко, разваривается в клейстер, к нему прибавляются остальные вещества, хорошо размешиваются и развариваются в однородную массу. По охлаждении к сваренной таким образом загустке прибавляют: 60 г уксуснокислого глинозема в 12° Б., 70 г уксуснокислого кальция в 15° Б., 80 г азотнокислого олова в 14° Б., 4 г роданистого калия или аммония. Хорошие результаты получаются и при замене азотнокислого олова щавелевокислым. Купируя основную краску загусткой, является возможным получать разнообразные оттенки; таким образом нередко встречаются ситцы, в которых весь узор воспроизведен одной и той же красной краской, только различной интенсивности. Фиолетовая ализариновая запарная имеет следующий состав: 80 г 10% ализарина в тесте, 450 г крахмальной загустки, 120 г уксусно-железной соли в 12° Б., 70 г уксусно-кальциевой соли в 12° Б., 60 г уксусной кислоты в 6° Б. Коричневая ализариновая запарная: 160 г 15% ализарина в тесте, 450 г крахмальной загустки, 120 г хромового ацетонитрата в 25° Б., 10 г уксусно-кальциевой соли. В последнее время в практику ситцепечатания вошли также ализарин-оранж и зеленый ализарин. Красильные деревья, за исключением кампеша, почти совершенно вышли из употребления и заменены искусственными пигментами. Кампеш, однако, употребляется еще для воспроизведения черного цвета. Протравой большей частью служат хромовые соли или смесь их с какими-нибудь другими, например, железными солями. Черная кампешевая краска имеет, напр., состав: 450 км. стм воды, 500 г уксусной кисл. в 6° Б., 600 г экстракта кампеша в 30° Б., 300 г крахмала, 100 г декстрина, 20 г оливкового масла, 30 г бертолетовой соли. Краска варится при тщательном перемешивании и затем охлаждается. По охлаждении прибавляют 450 г уксуснокислого хрома в 20° Б. Довольно часто употребляется также и черная кампешевая на железной протраве. Из других естественных пигментов изредка употребляется кошениль, которая закрепляется при помощи или оловянной, или же глиноземной протравы, а также сандал, кверцитрон (последний, впрочем, главным образом в смеси с другими пигментами) и особенно кашу (см. Запарные ситцы и Кашу). Запарная кашовая краска с окислителями имеет след. состав: 200 г загустки (смесь крахмальной и трагантовой, содержащая около 20% уксусной кисл. в 6° Б.), 4 г экстракта красного дерева в 20° Б., 2 г кверцитронного экстракта в 20° Б., 36 г раствора кашу в 20° Б., 1 г фуксина для подцветки. Вся эта смесь для получения однородной массы проваривается, и по охлаждении в нее вносится 2 г анилиновой соли и 60 г 25% раствора красной синильной соли. Прибавка небольших количеств экстрактов в значительной степени улучшает оттенок цвета. Окисление кашу в краске указанного состава обусловливается действием красной синильной соли при запаривании. Кашу нередко употребляется вместе с ализариновыми красками и подобно последним служит также и самостоятельной краской. Купированием одной и той же крепкой кашовой краски является возможность получать ряд различных весьма красивых коричневых оттенков. Различные минеральные краски находят довольно большое применение в ситцепечатании и закрепляются при помощи альбумина (см. Запарные ситцы). Запарная краска с ультрамарином имеет следующий состав: 150 г альбуминной загустки (76 г альбумина на 300 воды), 50 г трагантовой загустки (6% раствор), 15 г глицерина в 8° Б., 35 г деревянного масла и 80 г ультрамарина. Глицерин и масло прибавляются, чтобы сделать краску более подвижной и удобной для печати. Кроме минеральных пигментов, таким же путем закрепляются на ткани и органические сложные цветные лаки. Альбуминные краски не отличаются большой прочностью и употребляются преимущественно для декоративных тканей, например, "муслинов". В последнее время ввиду трудности получить хороший белый узор по азопигментам иногда печатают белую верховую краску из цинковых белил на альбумине. При достаточном количестве альбумина получается довольно красивая и прочная белая краска, обладающая своеобразной флуоресценцией. Закрепление анилиновых пигментов в ситцепечатании производится при помощи танина. Состав красок почти не изменяется, какого бы оттенка или цвета ни употреблялись анилиновые краски. На 200 г загустки (пополам крахмальной и трагантовой) берется 25 г танина. По растворении его в загустку при нагревании вводится: 70 ч. уксусной кислоты в 6° Б., 20 ч. раствора виннокаменной кислоты (100%) и 6 ч. анилинового пигмента. Анилиновый пигмент предварительно растворяется в уксусной кислоте и небольшом количестве воды (10 частей). Уксусная кислота вводится в краску с целью помешать соединению пигмента с танином; иными словами, пока в краске есть уксусная кислота, пигмент и танин остаются разъединенными; как скоро же уксусная кислота улетучится, танин тотчас же вступает в соединение с пигментом, образуя цветной лак, не растворимый в воде и отлагающийся в порах волокон. С целью придать этому лаку большую стойкость по отношению к мылу в состав его необходимо ввести еще металлический окисел, что и достигается пропуском ткани после запаривания через раствор сурьмяной соли, обыкновенного рвотного камня. Черный анилин (см. выше и в ст. Запарные ситцы) запаривается большей частью в отдельных небольших запарных камерах, так наз. фикс-аппаратах (фиг. 11). Последний представляет небольшую камеру со стеклянными боковыми стенками, внутри которой помещается ряд направляющих роликов, приводимых в движение от небольшой паровой машинки, по которым и двигается запариваемая ткань. С целью устранить по возможности охлаждение поверхность камеры обшивается деревом. Внутрь впускается пар, а вверху камеры укрепляется вентилятор для возможно быстрого удаления выделяющихся газов и паров (окислов хлора и соляной кислоты), которые могли бы разрушительно действовать на ткань. Впереди фикс-аппарата помещается механизм, направляющий ткань в камеру, по возможности без складок, и качающаяся рама, складывающая уже запаренную ткань. В некоторых случаях при недостаточном количестве окислителей производят дополнительное окисление уже после запаривания, пропуская ткань через раствор хромпика. Состав черноанилиновой краски скорой запарки таков: 100 г воды, 21 г крахмала, 4,5 г хлорновато-натровой соли, 2,1 г нашатыря, 14 г анилиновой соли (хлористоводородного анилина), 4 г сернистой меди в тесте. Как анилиновая соль, так и сернистая медь вводятся уже в совершенно охлажденную краску, перед печатью. Черноанилиновая запарная с ванадиевой солью имеет следующий состав: 500 г крахмальной загустки, 60 г анилинового масла, 60 г соляной кислоты. По тщательном смешении на холоду к краске прибавляется охлажденный раствор хлорновато-натровой соли (30 г соли в 40 г кипящей воды) и перед самой печатью 20 г ванадиевого раствора. Этот последний содержит всего 1,5 г ванадии в л и приготовляется растворением ванадиево-аммиачной соли в смеси соляной кислоты, воды и глицерина. После печати ткань подсушивается при невысокой температурь, поступает в зрельню, пропускается через 2% раствор хромпика и тщательно промывается водой. Кроме черного анилина, есть также и другие запарные краски, образуемые непосредственно на волокне действием окислителей. Таковы, напр., фенилендиаминовая, желтая канариновая и др. Индиго хотя и дорого, все же ввиду его выдающейся прочности и красоты оттенка оно нередко употребляется в ситцепечатании. Искусственное индиго (см.) еще дороже естественного и не находит большого применения в практике ситценабивного дела. Чаще употребляется естественное индиго, причем на ткань оно наносится или уже в восстановленном виде, или же восстановление его и фиксирование на ткани идут одновременно и непрерывно. В первом случае предварительно заготовляется восстановленный раствор индиго, для чего пользуются большей частью воздействием на мелко измолотое индиго крепких щелочных растворов гидросернистой соли. Краска поступает в набивку тотчас же после ее приготовления, так как иначе она очень быстро изменяется на воздухе. При простом вывешивании напечатанной ткани происходит образование синего индиго в порах волокон. Другой способ непосредственного восстановления индиго на ткани, способ Шлипера и Баума, имеет большее значение. Ткань предварительно пропитывается раствором патоки (глюкозы) в 8° Боме; раствор указанной крепости содержит 250 г в 1 л. После высушивания на барабанах на ткань печатается краска такого состава: декстрина 3 ч., крахмала 1,5 ч., воды 3,75 ч., едкого натра 28 ч. в 38° В., измолотого индиго 16 ч. (в тесте). Таков рецепт краски для получения среднего по сытости оттенка цвета; если нужно приготовить более слабые или более темные оттенки синего цвета, то берется больше или меньше указанных количеств индиго и едкого натра. Индиго в тесте содержит в 180 г 20 г индиго и 60 г твердого едкого натра. О дальнейшем ходе операций после П. индиго см. в ст. Запарные ситцы. Восстановление индиго на ткани происходит за счет выделяющегося при взаимодействии едкого натра и глюкозы водорода. Восстановленное индиго растворяется в избытке едкого натра и из этого раствора поглощается тканью. Азокраски употребляются как готовые, так и воспроизводимые непосредственно в порах волокон. Последний способ как с экономической, так и с технической точки зрения должен быть признан наиболее совершенным и нет сомнения, что будущность ситцепечатания заключается в развитии главным образом этого приема работы, так как таким путем краски обходятся значительно дешевле и большей частью выигрывают в прочности. Теперь уже можно насчитать целый ряд пигментов, которые образуются непосредственно на волокне; таковы, напр., из азокрасок: паранитроанилиновая, синяя дианизидиновая; бордо и пунцовая нафтиламиновая, черная и коричневая диаминовая, желтая и некоторые другие, черный анилин, канарин, некоторые минеральные краски и т. д. Для получения паранитроанилиновой ткань сперва плюсуется раствором нафтола в едком натре, для чего растворяют 42 г β-нафтола в 400 куб. стм непременно кипящей воды, к которой прибавляют 90 г раствора едкого натра в 22° Б. По полном растворении его разбавляют жидкость до 1,5 л горячей водой. После плюсовки ткань высушивается в сушилке при 50°—60° С. Как указывают Лаубер и Каберти, ткань, проплюсованная β-нафтолом, быстро изменяется на воздухе под влиянием света. С целью сделать ее более стойкой к раствору β-нафтола полезно прибавить раствора окиси сурьмы в глицеринате натра. После такой подготовки ткань уже мало изменяется под влиянием света. Этот прием работы может служить одновременно подготовкой также и под анилиновые танинные краски. К раствору β-нафтола полезно прибавить раствора ализаринового масла в небольшом количестве; красный цвет от этого значительно выигрывает в яркости, хотя белые места узора выходят при этом желтоватыми. По ткани, таким образом подготовленной и высушенной, печатается краска следующего состава. К 425 г загустки, приготовленной из 160 г пшеничного крахмала, 540 куб. стм воды, 140 г 10% раствора траганта и 93 г турнантового масла и охлажденной при постоянном помешивании до 1°—5° С., прибавляют 30 г уксусно-натровой соли. В другой глиняный сосуд помещают 15 г сухого порошкообразного паранитроанилина, прибавляют к нему 40 куб. стм горячей воды и медленно, сифоном, прибавляют 41 г соляной кислоты в 22° Б. По совершенном растворении паранитроанилина к раствору прибавляют еще 100 г льда. В другом сосуде приготовляется раствор нитрита из 60 г азотисто-натровой соли и 240 куб. стм воды. Смешение обоих растворов или диазотирование паранитроанилина производится малыми порциями (в 3—4 приема) на холоде; полученный диазораствор процеживается через тонкую ткань и прибавляется к охлажденной и заранее протертой через сито загустке. Готовая краска сейчас же идет в дело, и все время П. ее держат в сосуде, охлаждаемом льдом. Ввиду сравнительно легкой разлагаемости диазорастворов Смирнов и Розенталь рекомендуют приготовлять более стойкие двойные соединения диазотированных щелочей с хлористым цинком. После П. ткань высушивается при 50° С., быстро проходит через запарку Мазера-Платта, пропускается затем через 1% раствор хромпика и тщательно промывается водой. Аналогичным путем воспроизводится и синяя дианизидиновая. До сих пор, несмотря на сильную конкуренцию органических пигментов, все еще нередко употребляются в ситцепечатании и минеральные краски, образуемые, подобно азокраскам, непосредственно на волокне. Примером может служить запарная желтая хромовая, или крон. В состав этой краски входит: 100 частей 10% раствора траганта, в которых при нагревании растворено 80 частей азотно-свинцовой соли. По охлаждении в краску прибавляют: 200 частей хромово-бариевой соли в тесте с содержанием 50% воды. При запаривании хромово-бариевая соль реагирует с азотно-свинцовой солью, образуя хромово-свинцовую соль и растворимую в воде азотно-бариевую соль, которая и удаляется при промывке. Кроме крона употребляется желтая кадмиевая краска, представляющая по составу сернистый кадмий, бланжа, или гидрат окиси железа, берлинская лазурь и бистр, или перекись марганца. По выходе с печатных машин ткань с напечатанными запарными красками почти всегда проходит сперва сушильню, откуда большей частью она направляется в зрельню или запарку (см. Запарные ситцы). Некоторые краски всегда перед запаркой предварительно пропускаются через зрельник. Если ткань в запарку идет недостаточно подсушенная, то краска расплывается, образуется так наз. "растечка" краски. При пропаривании ткани с красками, в состав которых входят кислоты, важно, чтобы ткань не оставалась в запарке дольше, чем это нужно, так как иначе легко разрушается сама ткань; в особенности энергично действует щавелевая кислота. Если пропаривание ведется в непрерывной запарке в два полотна, то во избежание належек оба полотна разделяют суровым миткалем. Точно так же важно, чтобы в запарке не было капели, так как иначе падающая вода обусловливает так называемую подмочку красок, или образование грязных пятен, удаляемых только с большим трудом. В зависимости от состава красок ткань после П. подвергается той или другой обработке: меловке, мыловке, хромированию, пропуску на кислоту, рвотный камень, промывке водой, о чем см. в ст. Запарные ситцы, Кубовые ситцы, Мыльные машины. По данным Депьера, расход воды при мыловке составляете 120 л на каждые 100 м ткани, а приблизительный расход мыла 1% по весу воды. Пропуску на кислоту (обыкновенно, слабый раствор купоросного масла) подвергаются ткани с напечатанной на них кубовой вытравкой. После пропуска на рвотный камень, хромпик или кислоту, ткань всегда тщательно промывается водой. Мыльные барки (для мыловки употребляется или несколько отдельных барок, через которые и направляется очищаемая ткань, или же так называемые барки "континю", в которых работа идет непрерывно) должны содержаться в педантичной чистоте, иначе на ткани легко образуются пятна. Большое неудобство представляет употребление жесткой воды, которая, как известно, дает известковое нерастворимое мыло; последнее, помимо того, что представляет совершенно непроизводительную потерю ценного вещества, еще вредно и в том отношении, что оседает на ткани и дает так наз. мыльные пятна. На больших фабриках, расходующих много пара для сушильных плит, митральез, зрелен, запарок и барабанов, является возможным пользоваться для растворения мыла большими количествами конденсационной воды, установив при указанных приборах ватер-боксы. На промывных машинах ткань идет большей частью жгутом; при этом существенно важно, чтобы ход этих машин был по возможности плавный, чтобы ткань не путалась, не рвалась и таким образом не сдиралась бы краска. Промывка врасправку, конечно, гораздо лучше, но не всегда применима. Вместе с тем необходимо иметь достаточное число промывных машин и по возможности избегать промывать на одной и той же машине различные сорта, так как если моются линючие ситцы и не принимается достаточных мер к поддержанию чистоты машины, то при последующей промывке ткань легко может запачкаться. Промытый водой ситец поступает на отжим для удаления воды, удержанной им в количестве не менее 100%. Для отжима употребляются или отжимные машины (сквечеры), или же, что в последнее время чаще, центрифуги. Главную работающую часть отжимных машин представляют два вала, обтянутых гуттаперчей и надавливаемых один на другой с довольно значительной силой (до 80 пд.) с помощью системы рычагов. Расход силы не превышает 2,5 паровых лошадей, а производительность доходит до 2000 штук в десять часов работы. При помощи отжимной машины удаляется с ткани 40% воды. Однако некоторые особенно нежные краски и краски, закрепленные на альбумине, или "верховые" краски, при этом значительно теряют в яркости. Поэтому чаще употребляют центрифуги, которые хотя и работают медленнее отжима, тем не менее не оказывают вредного влияния на краски и отжимают более совершенно, так как после центрифуг в ткани остается не более 40% воды. В центрифугу зараз закладывается не более 25 кусков, и в час можно процентрифугировать до 75 кусков. Барабан с тканью делает 1500 оборотов в 1 мин.; расход силы не превышает 2 паровых лошадей. В зависимости от отделки или аппретуры (см. Отделка изделий из волокнистых веществ), мягкой или жесткой, отжатая ткань или непосредственно поступает в крахмальную машину, или же предварительно высушивается на сушильных барабанах. При высушивании необходимо строго следить за правильным натяжением ткани, чтобы ее не морщило. Для этого перед впуском на барабаны помещается ряд ширительных полос и направляющих брусков, и кроме того, ткань непрерывно расправляют руками. Скорость хода должна быть регулирована так, чтобы ткань успела высохнуть в один пропуск. Для некоторых красок вредна слишком высокая темпер. высушивания; краска приобретает неприятный оттенок, как говорят — "пригорает". В особенности это заметно на красной паранитроанилиновой, эозиновой и нек. др. По мнению Ветвицкого, это "пригорание" обусловливается капиллярностью волокон, вследствие чего пигмент концентрируется на одной стороне их, соприкасающейся с нагретой поверхностью, усиливая таким образом интенсивность окраски. Придаваемая аппретура находится в зависимости как от сорта ткани, так и от напечатанных на ней красок. Наиболее часто встречающиеся комбинации красок указаны в ст. Запарн. ситцы, к ним можно добавить еще след.: голубой ализариновой с кампешем и церулеином; паранитроанилина и анилиновых красок; альбуминных красок и кампеша; ализариновых, анилиновых и черного анилина; ализарина, черной кампешевой, альбуминных и анилиновых красок.
Хотя годовой оборот ситценабивного и красильного производств и значительно меньше оборотов как прядильного, так и ткацкого, он все же достигает, по данным 1889 г., 73 млн. руб. Стоимость набивки колеблется в довольно широких пределах, в зависимости: 1) от расхода и состава красок и 2) от числа проходов на ситцепечатных машинах. Приблизительно, однако, можно указать, что она составляет от 1,5 до 6 коп. на аршин.
П. по шерстяным и шелковым тканям практикуется в значительно меньших размерах, из-за большей стоимости этих тканей по сравнению с хлопчатобумажными. Но почти все наиболее употребительные краски фиксируются на шерсти и шелке значительно легче, чем на хлопке. Шерстяные ткани предварительно отбеливаются большей частью при помощи сернистой или гидросернистой кислоты и затем хлорируются. Последняя операция состоит в пропуске шерстяной ткани через слабый подкисленный раствор белильной извести, содержащий след. свободный хлор, который жадно поглощается волокном, приобретающим от такой обработки способность еще энергичнее поглощать пигменты. Нередко хлорированная ткань пропускается через раствор хлористого олова и серной кислоты, после чего тщательно промывается и высушивается. Так как все анилиновые пигменты и азокраски прочно фиксируются на шерстяном волокне без содействия какой бы то ни было протравы, то понятно, что выбор красок не представляет в этом случае затруднения и так наз. полигенетические пигменты, закрепляемые только при содействии каких-нибудь протрав, при шерстопечатании почти не употребляются. Ввиду способности шерстяного волокна изменяться под влиянием тепла и влаги применяется и так наз. "рельефное" П., причем ткань получает вид гофрированной. Для этой цели набивной вал или набивная форма предварительно нагревается, а ткань увлажняется. Печатаемая краска состоит только из загустки и пигмента, причем большей частью берется смесь крахмала и декстрина. Иногда в краску вводится небольшое количество уксусной кислоты, а также и хлористого олова. Загустка варится из 1 л воды, 100 г крахмала, 250 г декстрина и к ней прибавляют: 50 г какой-нибудь краски, 15 г щавелевой кислоты, или эквивалентное количество уксусной кислоты, или, наконец, 25 г хлористого олова. Для мягкости в краску нередко прибавляется немного глицерина. Ввиду большой эластичности шерстяной ткани самое П. представляет с механической стороны большие трудности по сравнению с П. хлопчатобумажных тканей, в особенности при одновременном П. несколькими красками. После П. ткань предварительно завешивается в теплое помещение для вызревания красок, а затем запаривается в течение часа без давления и хорошо промывается водой.
Шелкопечатание начинает развиваться в более широких размерах только в последнее время, хотя в простейшей форме оно практикуется уже давно. В общем оно производится аналогично П. по хлопчатобумажным тканям, только благодаря тому, что шелк, подобно шерсти, окрашивается большинством пигментов без содействия каких бы то ни было протрав, затруднения в выборе красок быть не может. К шелкопечатанию применяется также резерваж и вытравка. Прежде весьма распространенный прием резерважа состоял в нанесении на ткань краски, в состав которой входили как главная составная часть воск и жиры (напр., раствор воска в бензине). Напечатав узор такой краской, ткань пропускали через азотную кислоту или выкрашивали в растворе какого-нибудь пигмента. На тех местах, где нанесена восковая "вапа", окрашивания не происходит, на остальных же ткань закрашивается или в интенсивный, очень прочный и красивый желтый цвет, если ее пропустили через азотную кислоту, или в другой какой-нибудь цвет, если пропустили через раствор краски. Прием окрашивания при посредстве азотной кислоты назывался "мандаринажем" и прежде применялся очень часто для расцветки фуляров. В шелкопечатании в большом употреблении азокраски и анилиновые пигменты. Как показывает практика, предварительная обработка глиноземным или оловянным раствором в значительной степени улучшает оттенок цвета. Как загустители употребляются крахмал и трагант. Состав краски таков: 100 ч. загустки (смесь крахмальной и трагантовой), 1 ч. пигмента, 10 ч. уксусной кислоты в 8° Б. В краску вводится также и небольшое количество глицерина. Ввиду чувствительности шелка по отношению к продолжительному воздействию пара, запаривание производится сравнительно недолго и с соблюдением больших предосторожностей.
Литература. Петров, "Краткое руководство к ситцепечатанию"; Прюдом, "Крашение и печатание" (перевод" Шапошникова); Lauber, "Praktisches Handbuch der Zeugdruckes"; Stein, "Bleicherei und Druckerei"; Persoz, "Trait é d'impression des tissus"; Sausone, "L'impression des tissus de coton"; Guignet, Dommer et Grandmougin, "Blanchiment, teinture et impression des tissus"; Crookes, "Dying a. tissues printing"; George Duerr, "Bleaching and calico printing".
А. П. Лидов. Δ .