Сверлениe*
сверла (или пёрки) и сверлильные машины. — Изготовление цилиндрических отверстий при посредстве вращения инструмента, так назыв. "сверление", практиковалось уже в доисторические времена. В остатках "свайных построек" находили рыбьи кости с ушками, просверленными, по-видимому, с помощью острого осколка кремня, служившие иголками; каменные молотки позднейшего периода снабжены тоже просверленными отверстиями. Отверстая эти сверлились, вероятно, способом, и теперь практикуемым у многих первобытных народов: заостренную палочку из твердого дерева присыпают мокрым, острым песком и, нажимая конец ее на камень, вращают рукой. Для ускорения, часто другой конец упирают в дощечку, прикладываемую к груди, наматывают на палочку веревку и дергают ее то в ту, то в другую сторону, как при добывании огня трением. Нашим современным шлифовщикам для вращения служит токарный станок, вместо деревянной палочки — медная, а для дырок побольше — медная трубка. Древние египтяне, по-видимому, очень легко сверлили камни для своих сооружений: дырки носят следы, указывающие на быстрый ход работы и на употребление сверла с алмазами или другими твердыми камнями (см. Бурение). С распространением железа начали сверлить с помощью режущих ннструментов; изобретение сверла приписывают Дедалу, а Гомер описывает сверление бревен при сооружении корабля и коловорот (см.).
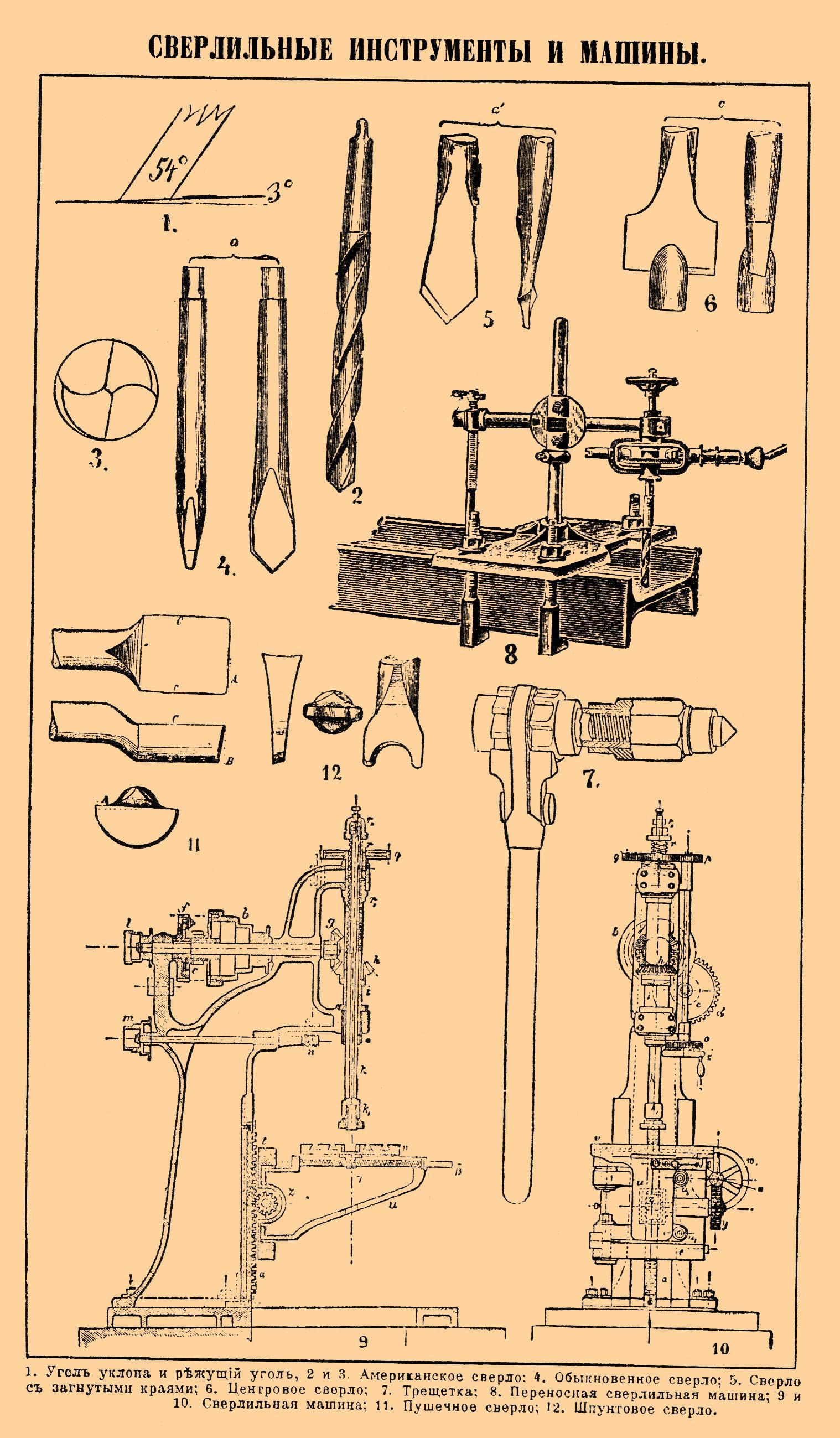
СВЕРЛИЛЬНЫЕ МАШИНЫ И ИНСТРУМЕНТЫ.
1. Угол уклона и режущий угол. 2 и 3. Американское сверло. 4. Обыкновенное сверло. 5. Сверло с загнутыми краями. 6. Центровое сверло. 7. Трещотка. 8. Переносная сверлильная машина. 9 и 10. Сверлильная машина. 11. Пушечное сверло. 12. Шпунтовое сверло.
Первые сверлильные машины для пушек появились в XV ст.: Леонардо да Винчи и поздние Ванучио Барингучио, в XVI ст., оставили детальные рисунки таких машин. Современные типы вертикальных сверл, машин для механнческих мастерских и цилиндросверлильные машины для рассверливания паровых цилиндров выработали в середине XIX ст. Модслей, Шарп и Робертс, Витворт в Англии, Раймонд и Каве в Париже и Борзинг в Берлине. Сверла действуют наподобие других режущих инструментов: "режущий угол" DAB = ß (табл., фиг. 1) должен соответствовать обрабатываемому материалу, а "угол уклона" BAF = α, между поверхностью FE обработываемого материала и нижней гранью режущего лезвия, не должен превышать 3 — 4°. Наиболее близкими к совершенству надо считать "американские витые, или спиральные, сверла" (фиг. 2), конструкция которых весьма тщательно выработана Морзе. Как видно из рисунка (табл., рис. 2 сбоку, 3 в проекции), общий вид сверла цилиндр, с коническим острием, снабженный двумя винтовыми полукруглыми желобками. Но при ближайшем исследовании его форма гораздо сложнее: конец не конический, угол при вершине между его двумя прямолинейными лезвиями составляет около 120°, а в сечении, проходящем через ось и повернутом на 90° относительно первого, угол этот на несколько градусов острее. Благодаря такой форме режущее лезвие получает надлежащий "угол уклона"; а так как наклон винтового желобка к оси выбран около 19°, режуший угол выходит соответственный. Наружная поверхность тоже уклоняется от цилиндричности: после вырезывания винтовых желобков остающаяся нетронутой цилиндрическая поверхность обрабатывается шарожкой так, что принимает вид линейчатой винтовой поверхности, образовавшейся движением прямой по двум винтовым линиям: по краю желобка, соответствующему режущему лезвию и заключенному в первоначальной цилиндрической поверхности, и по другому краю, лежащему на цилиндрической поверхности диаметра меньшего (приблизительно на 0,1 мм). Это видно на рис. 3, изображающем проекцию сверла на плоскость перпендикулярную к оси (с преувеличенным для ясности изменением диаметра). При точке необходимо поддерживать первоначальную форму оконечности и полное равенство длины обоих лезвий, иначе резать будет лишь одно из них, дырка будет выходить шире и работа потребует большую затрату силы, так как сверло станет прижиматься к одной стороне. Зато при соблюдении всех этих условий амер. сверло работает раза в три быстрее обыкновенного: дырка в 12 мм диаметра и 70 мм глубины в железе просверливалась в 1,5 минуты при смазке мыльной водой, причем скорость сверла на окружности составляла 6 метров в минуту, а подача около 0,05 мм на каждый оборот. По данным А. С. Рейсгауера, в Цюрихе, следует давать сверлам его фабрики скорость до 16 м в минуту, при малой подаче. Амер. сверла можно изготовлять лишь с помощью хорошей шарожечной машины, а в случае поломки их исправлять нельзя, поэтому остаются еще в большом употреблении менее совершенные формы, легко изготовляемые самим мастером. Обыкновенное сверло (табл., фиг. 4) представляет слишком тупой режущий угол, вследствие своей прямой формы; поэтому иногда его скручивают во время ковки (табл., фиг. 5) так, что оно приближается к форме американского. Напротив того, для маленьких сверл, вставляемых в дрели с попеременным вращением, часто затачивают острие с двух сторон, вследствие чего они скоблят, а не режут. Для больших дырок, часто употребляют центровые С. (табл., фиг. 6): сначала просверливают дырку диаметром в толщину центрального стержня, чтобы она служила направляющим каналом для большой. Иногда вместо центрального стержня делают пирамидальное острие: такое "центровое С." работает без предварительно просверленной дырки. При самом С. обыкновенно приводится в движение сверло, а предмет, в котором сверлят дырку, остается неподвижным, но для глубоких дыр, требующих очень аккуратной работы, как дуло пушки или ружья, выгоднее помещать предмет на токарном станке, а сверло нажимать винтом правой бабки, удерживая его от вращения. Опыт показал, что сверло при этом стремится возвратиться к осевому положению, если оно немного отклонилось в сторону вследствие неравномерного сопротивления материала; надо только, чтобы у начала дырки цилиндрический стержень сверла был правильно направляем. Когда же вращается само сверло, даже при таком вспомогательном средстве раз образовавшееся уклонение все возрастает при продолжении работы. Сверлильных машин существует большое число типов: для обработки небольших предметов делают машину неподвижной; когда же предмет большой, применяют "радиальные" сверлильные машины, где вал со сверлом передвигается вдоль подвижной ветви, которую можно поворачивать около вертикальной оси так, что сверло устанавливается над каждой произвольно выбранной точкой довольно большого пространства. При монтировке машин и металлических сооружений пользуются или ручной "трещоткой" (табл., фиг. 7), прижимаемой железной скобой, или маленькими переносными сверлильными машинами, укрепляемыми на самом обрабатываемом предмете и приводимыми в движение электродвигателем при посредстве гибкого вала (табл., фиг. 8). На том же принципе, но в малом размере, устроены "бормашины зубных врачей". Более сложная машина (табл., фиг. 9, 10) представлена в боковом разрезе и виде спереди. Пустотелая чугунная станина поддерживает вертикальный вал k с патроном k' для сверла и горизонтальный вал со ступенчатым шкивом b, получающим движение от главного вала мастерской. Шкив этот свободно вращается около своего вала, но его можно или свинтить через посредство закраины шестерни с с зубчатым колесом сf, закрепленным на этом валу, или связать с ним перебором колес cdef, чтобы уменьшить скорость вращения, для дыр большого диаметра. Сверло получает вращение через посредство угловых колес gh, но вал k свободно скользит через втулку i колеса h, получая все время вращение от него при посредстве продольного желобка и входящей в него шпонки, скрепленной с i. Чтобы нажимать на сверло во время работы, конец вала k сделан тоньше, и проходит через просверленный, не могущий вращаться винт r1r, снабженный наверху колесом q с гайкой и колпачком r2, внутри которого закаленное острие упирается в центр вала, и передает ему давление, не вызывая большого трения, в то время как пара гаек, навинченных на конец k, заставляют его подниматься вместе с винтом. Гайка g и винт v1v приводятся в движение или от руки, при помощи рукоятки s и колеса p, или механически, через посредство ступенчатых шкивов l, т, винта n и колеса о. При грубой работе и большом диаметре дырки предпочитают автоматическую подачу сверла, но при ручной подаче работник может лучше предотвратить излом сверла, когда встретится слишком твердое место в материале. Стол машины может подниматься при посредстве прилитых к станине салазок, зубчатки at и шестерни z, приводимой в движение ручным колесом и, винтом х и колесом у. Доску v с фальцами для болтов, прикрепляющих обрабатываемый предмет, можно двигать винтом β, через посредство гайки γ, кроме того, весь стол, поддерживаемый подпорой и, можно поворачивать около вертикальной оси, на крепких петлях, изображенных с левой стороны рисунка. С их помощью можно отвернуть стол в сторону и воспользоваться ямой под сверлом, чтобы помещались в нее длинные предметы, например трубы для просверливания дыр во фланцах. В машинах для легкой работы часто нажимают сверло сверху при посредстве рычага от руки: при таком устройстве сверло легко продавливает материал при конце С. и ломается. Особые приемы и машины требуются для "рассверливания" отверстий, уже приготовленных при отливке или ковке. Для небольших дырок употребляют "развертки" стальные, закаленные, слегка суженные к свободному концу стержни, снабженные гранями, образующими скоблящие углы. Цилиндрические дырки побольше рассверливают на токарном станке: край, на небольшую глубину, обтачивается тщательно по заданному диаметру американского, или "пушечного", сверла (таблица фиг. 11); обточенная часть дает направление для дальнейщей работы сверла, у которого режущий край А имеет достаточный угол уклона В, а края С только направляют проникание. Цилиндры насосов и небольших паровых машин укрепляют на "каретке" суппорта винторезного токарного станка, а между его "центрами" помещают вал с патроном, снабженным двумя или несколькими режущими инструментами соответственной формы. Вал вращают, а цилиндр на каретке при этом автоматически подвигается вдоль оси вращения. Для очень больших цилиндров устраивают вертикальные машины, где цилиндр неподвижен, а патрон спускается вдоль оси вращения. При снимании последней стружки движение должно продолжаться безостановочно, иногда в течение нескольких суток, иначе получаются неровности. На машинах, подобных изображенной на фиг. 9, 10, где обрабатываемый предмет передвигается с помощью салазок и винта. Можно высверливать продольные желобки посредством особого "пшунтовального" сверла (таблица, фиг. 12). Сначала дают сверлу неглубоко врезаться, тогда начинают понемногу сдвигать предмет в сторону: образовавшийся посредине бугорок срезывается, и получается желобок с плоским дном. Повторяя такие проходы туда и сюда, углубляют желоб по желанию или даже получают сквозной прорез. Для дерева придумано множество разнообразных сверл (см. Бурав). Американское С. очень хорошо работает и в дереве, но вообще для работы поперек слоев, для получения гладкостенной дырки, берут род центрового сверла (перку), у которого одно лезвие имеет вид острия надрезывающего окружность, а другое загнуто, чтобы оно легче подрезывало стружку, в середине дырки. Иногда на центральном острие нарезают глубокий винт: тогда С. само ввинчивается во время работы и не требует нажима. Но для С. вдоль волокон дерева более пригодны "ложечные пёрки" и подобные им инструменты.
В. Лермантов.