Электрометаллургия*
— изучает способы получения чистых металлов или их сплавов при помощи электрического тока. Электрохимические методы извлечения металлов из руд и солей были разработаны еще в первой половине девятнадцатого столетия Беккерелем (1835), Сан-Клер-Девилем (1850), Бунзеном (1854) и их учениками, но в металлургическую технику они проникли сравнительно весьма недавно, именно с того времени, когда явилась возможность при помощи динамо-машин добывать дешево электрическую энергию в большом количестве (около 1878 г.). С этих пор развитие Э. быстро пошло вперед, и в настоящее время для её целей потребляется энергии свыше ½ миллиона лошадиных сил (HP). Это количество распределяется между отдельными производствами следующим образом: рафинирование меди, извлечение золота, серебра, никеля, свинца, олова и сурьмы — 28750 HP. (с 1875 г.); добыча алюминия — 76000 HP. (с 1883 г.); металлический натрий и, главным образом, едкий натрий — 130000 HP. (с 1884—1890 г.); карбиды — 387,000 HP. (с 1895 г.); железо и ферропродукты — 4 6000 HP. (с 1900 г.); всего 567750 HP.
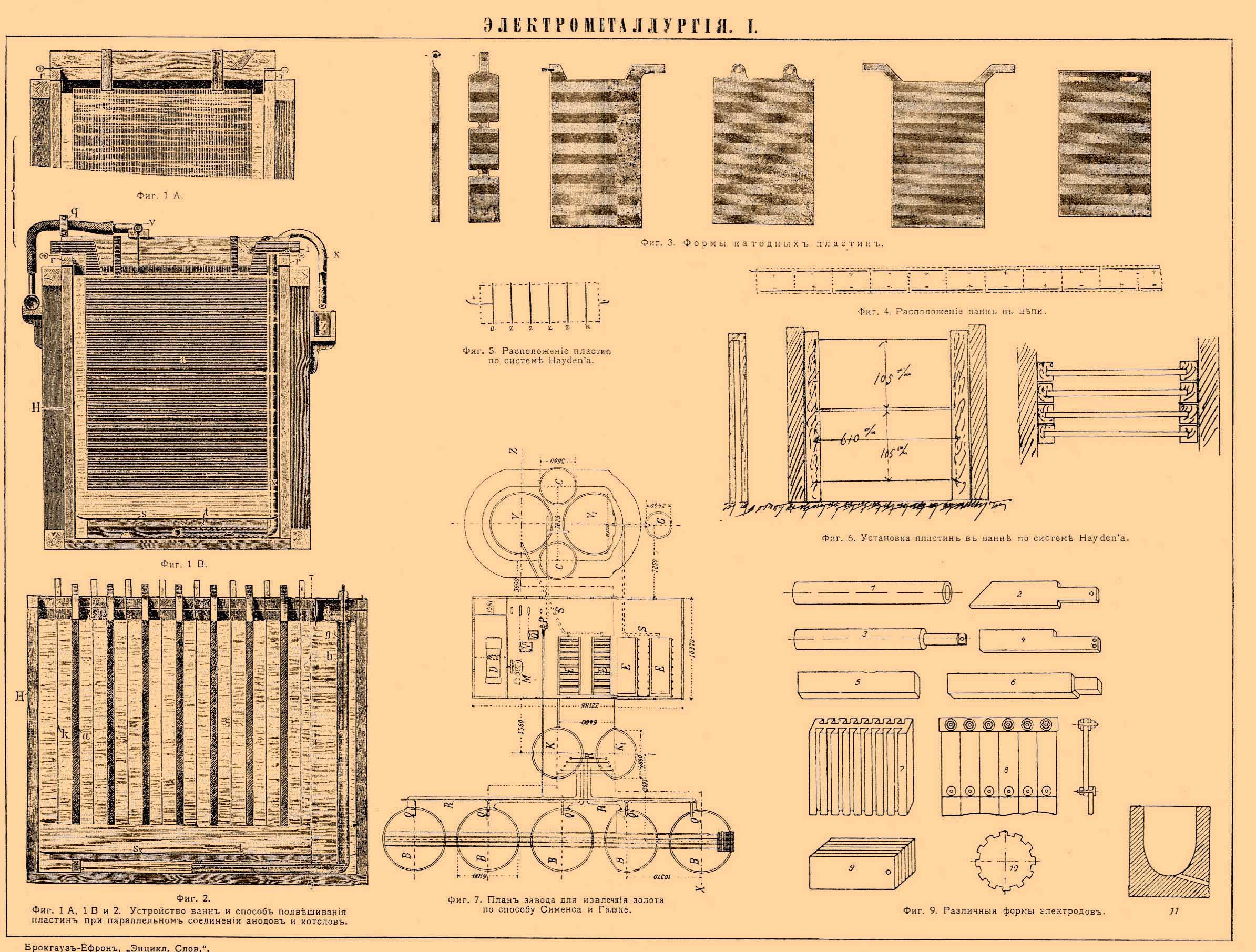
ЭЛЕКТРОМЕТАЛЛУРГИЯ I. Фиг. 1 и 2. Устройство ванн и способ подвешивания пластин при параллельном соединении анодов и катодов. — Фиг. 3. Формы катодных пластин. — Фиг. 4. Расположение ванн в цепи. — Фиг. 5. Установка пластин по системе Hayden'a. — Фиг. 6. Расположение пластин по системе Hayden'a. — Фиг. 7. План завода для извлечения золота по способу Сименса и Гальске. — Фиг. 9. Различные формы электродов.
Большая часть потребляемой энергии приходится на долю Сев. Америки, затем следует Франция, Швейцария и последнее место занимает Россия. В России имеется 4 Э.-металлургических завода, располагающих в сумме 4760 HP. Так как электрохимические способы представляются единственными и легко выполнимыми при многих технических процессах (разделение металлов, извлечение металлов группы щелочных, щелочноземельных и алюминия), то несомненно, что развитие электрометаллургии будет год от году увеличиваться.
Электрическим током можно пользоваться для: 1) электролитического осаждения металлов а) из водных растворов (процессы мокрого пути), b) из расплавленных солей и 2) тепловым действием вольтовой дуги (процессы сухого пути). Электролит (раствор соли или расплавленная соль) при прохождении через него тока разлагается на две части, из которых одна — катион (металл) — выделяется на отрицательном полюсе (катоде), а другая —анион (остаток соли), выделяясь на положительном полюсе (аноде), может или соединиться с веществом анода (случай "растворимого анода"), или же выделиться в свободном состоянии (случай "нерастворимого анода"). Первый случай имеет место при рафинировке металлов, обработке руд и сплавов, а второй при электролизе расплавленных солей. В том и другом случае для совершения электрохимической работы должна существовать между электродами цепи некоторая разность потенциалов — E. Величина этой электродвижущей силы может быть представлена в виде суммы двух слагаемых E = е 1 + е 2, где е 2 определяется по закону Ома e2 = JR, J — сила тока в цепи и R — сопротивление; величина же е 1 зависит от химических свойств электролита и электродов, концентрации электролита, температуры, давления, поверхности электродов и т. д. и называется электродвижущей силой поляризации (см.). В случае растворимых электродов е 1, хотя и может быть доведена до весьма малой величины, но на практике все-таки колеблется в пределах от 0,1—0,2 вольт; при нерастворимых электродах е 1 есть величина определенная для каждого данного случая. Очевидно, что осаждение металла на катоде может совершаться только тогда, когда E будет немного больше е 1; эта характерная для каждого электролита величина носит название "напряжение разложения" и может быть вычислена исходя из теплоты образования данной соли (см. Электрохимия). В свою очередь напряжение разложения может быть представлено суммой двух величин Р A и PK — напряжение разложения для аниона и таковое для катиона. В следующей таблице даны величины разложения для катионов:
| Величина PK | |
| Магний | + 1,24 volt |
| Алюминий | + 1,03 " |
| Цинк | + 0,51 " |
| Кадмий | + 0,16 " |
| Железо | + 0,09 " |
| Кобальт | —0,02 " |
| Никель | —0,02 " |
| Олово | — 0,09 " |
| Свинец | — 0,10 " |
| Сурьма | —0,38 " |
| Висмут | —0,50 " |
| Мышьяк | — 0,55 " |
| Медь | — 0,59 " |
| Ртуть | —1,03 " |
| Серебро | — 1,06 " |
| Платина | —1,07 " |
| Золото | —1,36 " |
В случае электролиза солей, имеющих общий анион, величина Р A , очевидно, будет одна и та же (для сернокислых солей — Р A = 1,83 volt) и порядок величин для "напряжения разложения" будет тот же, что и в приведенном столбце. Отсюда вытекает важное следствие: из смеси солей с общим анионом катионы будут выделяться в порядке возрастания величины Р K, так, например, из смеси сернокислых солей меди и железа при напряжении не выше 1,8 volt будет выделяться только одна медь. Таким образом, тяжелые металлы могут быть осаждены из смеси растворов солей последовательно один за другим; этим пользуются для рафинирования нечистых металлов и обработки руд электрическим током. Для каждого отдельного случая опытным путем устанавливают наибольшее допустимое напряжение или иначе, говоря, наибольшую плотность тока, т. е. J = (Е — е 1)/R (из формулы E = е 1 + е 2, где е 2 = JR) число ампер, приходящееся на единицу поверхности катода. Чем чище хотят получить металл, осажденный на катоде, тем меньше должна отличаться плотность тока от требуемой величины; для хорошего осаждения меди J = 30 ампер на 1 кв. метр поверхности; работа при J = 100—200 ампер требует специальных условий и дает металл не вполне чистый, но зато производство ускоряется в соответственное число раз. Количество осажденного током вещества пропорционально силе тока, времени и электрохимическому эквиваленту (см.).
| I. | II. | III. | IV. | V. | |||
| Атомный вес | Химический эквивалент | Электрохим. эквивалент в мг | Вес тела, выделенного 1 ампер-часом (в граммах) | Колич. вещества, осаждаемое в течение часа при затрате энергии, эквивалентной 1 HP. в кгр. | Электролит | ||
| Одноатомные | H. | 1,0032 | 1,0032 | 0,010392 | 0,037 | 0,027534 | Вода, кислоты |
| Na | 23,058 | 23,058 | 0,238857 | 0,857 | 0,632875 | Галоидн. соли | |
| К | 39,136 | 39,136 | 0,405409 | 1,453 | 1,074171 | ||
| Li | 7,030 | 7,030 | 0,072823 | 0,263 | 0,192951 | ||
| Сu | 63,44 | 63,44 | 0,657175 | 2,353 | 1,741248 | Соли закиси | |
| Hg | 200,4 | 200,4 | 2,075943 | 7,452 | 5,500421 | ||
| Ag | 107,938 | 107,938 | 1,118129 | 4,025 | 2,962594 | ||
| Двухатомные | Сu | 63,44 | 36,72 | 0,328587 | 1,185 | 0,870624 | Соли окиси |
| Hg | 200,4 | 100,2 | 1,037972 | 3,726 | 2,750210 | ||
| Zn | 65,38 | 37,69 | 0,338635 | 1,218 | 0,897247 | Галоидн. соли | |
| Cd | 112,08 | 56,04 | 0,580518 | 2,087 | 1,538140 | ||
| Mg | 24,376 | 12,188 | 0,126276 | 0,454 | 0,334580 | ||
| Ca | 40,00 | 20,00 | 0,207180 | 0,745 | 0,548944 | ||
| Si | 87,52 | 43,76 | 0,453309 | 1,631 | 1,201087 | ||
| Ba | 137,04 | 68,52 | 0,709798 | 2,552 | 1,880680 | ||
| Fe | 56,00 | 28,00 | 0,290052 | 1,043 | 0,768521 | Соли закиси | |
| Co | 59,55 | 29,775 | 0,308479 | 1,102 | 0,817347 | То же | |
| Ni | 58,88 | 29,44 | 0,305009 | 1,099 | 0,808153 | То же | |
| Cr | 52,15 | 26,075 | 0,270105 | 0,976 | 0,715670 | То же | |
| Pb | 206,911 | 103,455 | 1,071695 | 3,859 | 2,839562 | Соль окиси | |
| Sn | 118,10 | 59,05 | 0,653352 | 2,202 | 1,020755 | Соли закиси | |
| Трехатомные | Al | 27,08 | 9,027 | 0,093541 | 0,339 | 0,247846 | Соли окиси |
| Fe | 56,0 | 18,66 | 0,193368 | 0,692 | 1,804653 | ||
| Cr | 52,15 | 17,38 | 0,180070 | 0,651 | 0,477113 | ||
| Au | 197,25 | 65,75 | 0,681104 | 2,453 | 1,804653 | Галоидн. соли | |
| Bi | 208,01 | 69,34 | 0,718258 | 2,590 | 1,903096 | Соли окиси | |
| Sb | 120,34 | 40,113 | 0,415361 | 1,502 | 1,100540 | Сульфосоли | |
| As | 75,00 | 25,00 | 0,258975 | 0,925 | 0,686180 | Мышьяковист. кисл. | |
| Четырехатомн. | Sn | 113,10 | 29,525 | 0,317676 | 1,824 | 1,336882 | Оловян. кисл. |
| Pt | 194,83 | 48,71 | 0,504560 | 1,101 | 0,810577 | Галоидн. соли | |
В вышеприведенной таблице даны величины электрохимических эквивалентов в миллиграммах, количество вещества, осажденного током ампер-час и вес осажденного металла при затрате энергии, эквивалентной лошадиной силе в 1 час при напряжении тока в 1 вольт.
Если P есть мощность машины, выраженная в лошадиных силах, k —коэффициент полезного действия (около 0,7), V — требуемое напряжение для разложения электролита и g — число, взятое из V столбца таблицы, то вес G вещества, осажденного током за 1 час, определится по формуле G = k P/Vg. Эта формула служит основанием для всех расчетов. В качестве источника электрической энергии обыкновенно применяют динамо-машины специальной конструкции (многоамперные), приводимые в действие от водяного или парового двигателя. Утилизация водяной силы представляет громадные преимущества в отношении экономичности производства, поэтому более 80 % всей расходуемой энергии доставляется водяной силой. Из приведенной таблички видно, что при пользовании паровой машиной стоимость одного килограмма металла увеличивается, примерно, в десять раз:
| Стоимость 1 кг металла, произведенного с помощью: | ||
| Паровой машины | Водяной силы | |
| Свинец | 0,10 франк | 0,01 франк. |
| Медь | 0,27 " | 0,03 " |
| Железо | 0,42 " | 0,04 " |
| Никель | 0,35 " | 0,04 " |
| Цинк | 0,36 " | 0,04 " |
| Алюминий | 1,90 " | 0,21 " |
| Магний | 1,90 " | 0,21 " |
| Натрий | 1,34 " | 0,14 " |
I. Электролиз мокрого пути. Осаждение из водных растворов ограничивается в технике следующими металлами: медь, золото, серебро, никель, олово, цинк, свинец и сурьма. Медь, поступающая на электрометаллургические заводы для очистки, содержит до 10 % примесей; задача рафинирования состоит в том, чтобы получить на катодах чистую медь в виде плотного и однородного отложения, а примеси, заключающиеся в сырой меди, должны остаться на анодах в твердом виде (анодный шлам) и только частью перейти в раствор. Kiliani рядом своих работ, относящихся еще к 1885 г., указал на те условия, при которых рафинирование меди может совершаться правильно и экономично. Эти условия будут: 1) плотность тока, 2) состав электролита, 3) однородность и температура раствора. При плотности тока = 20 ампер и при составе электролита ванны 150 г CuSO 4, 50 г H 2SO4 на 1 литр воды, золото, серебро, платина, висмут и отчасти олово, сурьма, сернистая медь, закись меди остаются на аноде в виде шлама, в раствор же переходит железо, никель, кобальт, цинк в виде сернокиcлых солей, а выделяющаяся на катодах медь содержит почти 100% металлической меди. При продолжительной работе состав раствора, очевидно, должен сильно изменяться и для сохранения его однородности прибегают к постоянному перемешиванию и удалению находящихся в нем примесей. Перемешивание электролита достигается циркуляцией раствора из одной ванны к другой, для чего ванны располагаются уступами и соединяются между собой посредством сифонов, но лучшие результаты дает перемешивание при помощи вдуваемого воздуха. При вдувании воздуха соль закиси железа окисляется в соль окиси, мышьяковистая кислота в мышьяковую, что в результате дает нерастворимую мышьяковую соль окиси железа.
На фиг. 2 представлено устройство для вдувания воздуха по системе братьев Borchers. В свинцовую трубу b, идущую с поверхности жидкости под середину "тарелки" t для собирания шлама, входит стеклянная трубка g, оканчивающаяся отверстием небольшого диаметра. При помощи пробки трубка удерживается в свинцовой коробке d, покрывающей отверстие трубы b. Через стеклянную трубку продувают воздух, который входит очень тонкой струёй и насыщает столб жидкости в трубе. Удельный вес жидкости, насыщенной воздухом, становится меньше, и через трубу b устанавливается в ванне непрерывная циркуляция электролита. В последнее время стали нагревать электролит иногда до 60° Ц. — нагревание способствует осаждению сурьмяных и висмутовых соединений. Соблюдение таких условий позволяет довести плотность тока до 200 ампер на 1 кв. м. поверхности, т. е. увеличивает скорость осаждения в 5—7 раз против прежнего и дает экономию в расходах на производство до 25%. Медь, которую хотят подвергнуть рафинированию, отливают в пластины определённого размера: 70—100 см длины, 40—70 см ширины и до 3 см толщины. Анодным пластинам часто придают форму, изображенную на фиг. 3. Катодами служит тонкая (1 мм) пластинка из чистой меди. Разложение производят в деревянных (реже в бетонных) сосудах, выложенных внутри свинцовыми листами. На края ванны кладут деревянную раму, к которой прикрепляют медные провода для тока; раму обыкновенно проваривают в масле, чтобы она не впитывала жидкости. На дно ванны помещают свинцовую трубу, служащую сифоном, и свинцовую "тарелку" — пластину с загнутыми краями — для собирания шлама. Анодные пластины вешают за отростки на края ванны, изолировав при помощи резины от отрицательного провода. Катоды подвешиваются на деревянных брусках при помощи крючков из медной ленты; один из крючков соединяется с отрицательным проводом (см. фиг. 1). При таком способе все катоды и аноды соединены параллельно друг с другом, а ванны последовательно (см. фиг. 4).
В Америке иногда применяют другую систему — систему последовательного соединения анодов и катодов — систему Hayden'a. В ванне имеется только один катодный лист и один анодный; между этими листами помещают ряд медных пластин, которые исполняют двойное назначение: медь растворяется на одной стороне (анодная сторона) и осаждается на другой (катодная сторона). На фиг. 5 представлено расположение ванн и листов, как это применяется на заводе Copp e r Rolling and Refining Company в Балтиморе в Северной Америке. На этом заводе подвергают рафинированию серебросодержащую медь с завода "Anacondamine", содержание Ag = 2,60 % — 1,95 %. Медь отливают в толстые пластины, которые затем прокатывают в горячем состоянии в полосы шириной 30,5 см и толщиной 5 — 8 мм; полосу режут на куски в 61 см длины, их вытягивают и выравнивают под паровым молотом так, чтобы каждая пластина имела строго определенные размеры, равные 61 х 30,5 см. Обделанные пластины вставляют по 2 штуки в пазы деревянных брусьев (см. фиг. 6), края пластины, прилегающие к деревянным брусьям, обмазываются смолой и брусья с пластинами ставятся в ванны вплотную. Ванны сделаны из шиферного камня и вмещают 130 пластин. Напряжение для такой ванны равняется 17 вольтам, плотность тока 194 ампера на 1 кв. м. Электролитом служит раствор медного купороса, нагретый до 47° Ц. Работа продолжается до 12 дней, и в сутки перерабатывают 180 тонн меди. По окончании осаждения раствор спускают из ванн, споласкивают пластины водой и вынимают вместе с деревянными рамами. Наросшая катодная медь легко отламывается в том месте, где пластины были смазаны смолой; количество анодных остатков при этом способе довольно значительно (около 20 %), и электролитическая медь не отличается особенной чистотой, в силу этих обстоятельств распространение такого расположения электродов ограничено и главная масса меди перерабатывается по первому способу (способу параллельного соединения анодов и катодов). Самыми большими заводами по производительности электролитической меди являются американские заводы Raritan Copper Works (United Metal Selling C°) и Anaconda Mining С°, производительность завода рассчитана на 200 тонн электр. меди в сутки для первого и 150 тонн для второго. Завод Anaconda Mining С°: завод имеет 9 динамо-машин в общей сложности на 2500 kilowatt; динамо-машины приводятся в действие паровыми машинами, осаждение меди производят в деревянных чанах размерами 2,5 м длины, ширина 1,0 м и глубина 1 м; число чанов около 1400. Пластины подвешивають по первому способу, т. е. в каждой ванне катодные и анодные пластины соединены параллельно. В одну цепь включают 200 чанов: два отделения, каждое по 10 рядов и в каждом ряде 10 чанов. Загрузка и разгрузка чанов происходят при помощи электрических кранов; полная нагрузка чана равняется около 4 тонн, листы остаются в ванне до 30 дней. Рафинированная медь переплавляется в штыки и поступает в продажу. Стоимость рафинировки 1 тонны 18 — 30 руб. Ежедневное производство электролитической меди на земном шаре достигает 880 — 890 тонн. В следующей таблице сгруппированы данные, относящиеся к 1902 г.
| Число заводов | Материал, перерабатываемый на заводах | Общая ежедневная производительность т | Наибольшая производительность одного завода | Число машин и мощность (квт) | Мощность на производство 1 т меди, квт | |
| Америка | 10 | Сырая медь содержащая Au, Ag, (Pt) и Ni | 789 | 200 | 45—11634 | 14 |
| Англия | 6 | Bottoms (Au, Ag) | 83 | 20 | 22—2380 | 28 |
| Германия | 9 | Сырая медь (Au) Ag | 24,4 | 10 | 34—288 | 14 |
| Австро-Венгрия | 2 | Черная медь (90 % Сu) | 0,37 | 0,25 | 4—18 | 50 (?) |
| Франция | 4 | Сырая медь | 15,38 | 10 | 11—720 | 40 |
| Россия | 2 | Сырая медь | 2,2 | 1,4 | 3(?)60 | 27 |
| Япония | 1 | ? | ? | ? | ? | ? |
| 34 | — | 914,35 | — | 117—14812 | — |
Таким образом, на долю американских заводов приходится до 86,5 % общего количества электролитической меди; годовая производительность американских заводов достигает до 278860 тонн, т. е. более половины всего количества добываемой в мире меди; при переработке получают как побочный продукт 250000 унц. золота и 27000000 унц. серебра (1 унц. = 31,4 грамма). В России действуют два завода: один на Кавказе (Сименса) и другой около Нижнего Новгорода (Николаева). Анализ меди "электро" (чистой): Cu — 99,9937%; Ag — 0,0040%; Sb — 0,00080%; Fе — 0,00002%; О — 0,00020%.
Об обработке медных руд и шламов см. Гальванометаллургия (см.). Анодный шлам, содержащий золото и серебро, поступает в плавку; золото отделяется от серебра обычными способами (см. Пробирное искусство). Обработка золотых и серебряных руд электрическим током не получила большого распространения. Barker, Bonnet и Molloy предлагали соединить процесс амальгамации с электролизом раствора, в котором обрабатывалась руда; в качестве катода употреблялась ртуть, анода — уголь, а электролитом служила вода; в более поздних патентах воду заменили раствором цианистого калия (Edwards) или нагретым до кипения раствором поваренной соли (Haycraft). Эти способы оказались неудовлетворительны и теперь оставлены; также непрактичным оказался способ Cassel'я (см. Золото). Сравнительно большим распространением пользуется способ фирмы Сименса и Гальске — обработка золотых руд цианистым калием при доступе кислорода воздуха и последующее затем осаждение металла из раствора током на свинцовые катоды. Фигура 7 представляет расположение завода на рудниках Band Central Reduction Compagny около Johannesburg'a в Tpaнсваале. В — экстракционные чаны (6 м диам. и 3 м вышины), в которых происходит обработка руды раствором KCN. Концентрация раствора зависит от свойств руды: для крупнозернистых колчеданных руд берут 0,05 — 0,1% KCN, обработка продолжается две или три недели; для остатков после амальгамации (мелкий песок) тот же раствор в продолжение 5—7 дней и, наконец, для шлама 0,01% процентный раствор в течение 4—5 часов. Обработка происходит при постоянном перемешивании раствора. По окончании выщелачивания раствору дают отстояться, на что требуется около 8—12 часов. Затем раствор переходит в сборные отстойные чаны К и К 1 и отсюда в осадительные деревянные ящики Е. В них висят тонкие свинцовые катоды (2,5 х 1 метр), натянутые на деревянные рамы, анодом служат железные листы толщиной 3 мм. Работу ведут при напряжении 2 вольта на каждую ванну и при плотности тока в 0,5 ампера на кв. метр поверхности катода. D — паровой котел, М — машина, N — динамо-машина, P — насос, V1 и V2 — сборные чаны для отработавшего раствора. На тонну остатков расходуется 0,12 кг KCN. В день перерабатывается до 100 тонн руды. Извлечение золота достигает 86,476 % общего содержания.
Разделение сплавов, содержащих драгоценные металлы (посеребренные и позолоченные предметы), производится по способу Рёслера, Борхерса, Dietzel'я, Moebius'a и др. Сплав подвергают грануляции и подвергают электролизу в аппаратах, где анодное и катодное пространство разделены диафрагмой. Электролитом служит разбавленная азотная кислота или её соли, большей частью азотномедная соль. По способу Моеbhis'a рафинируют бликовое серебро 95 пробы. Бликовое серебро отливается в пластины толщиной до 8—10 мм, который служат анодами, в качестве катодов применяют серебряные пластины из тонкой жести. Пластины помещают в деревянные баки, разделенные по длине на семь отделений; в каждое отделение ставится 4 катодных пластины и 3 анодных. Электролитом служит слабый раствор азотнокислого серебра, подкисленный азотной кислотой. Серебро отлагается на катодах в виде серого порошка или в виде кристаллов; чтобы не произошло короткого замыкания, кристаллы время от времени счищают при помощи деревянной вилки, охватывающей катод с обеих сторон. Серебро падает в ящик, на дно которого перед началом работы постлан холст. Золото, которое остается на поверхности анодов, удерживается при помощи холщевых мешков, окружающих анодные пластины. Плотность тока равняется 200 ампер на 1 кв. метр, напряжение поддерживается равным 1,5 на каждое отделение ванны. Через двадцать четыре часа производят очистку ванн. В более поздних аппаратах Moehius'a серебро осаждалось на подвижной ленте из серебряной жести и выносилось из сосуда, где происходил электролиз.
Никель добывается в настоящее время в большом количестве при электролизе медно-никелевых анодов на заводе "Canadian Copper С°" в Сев. Америке. Никель, полученный электролитически, отличается большей чистотой и отсутствием серы, мышьяка и кремния. Завод "Canadian Copper С°" перерабатывает шпейзу такого состава: 13,2 % Cu; 17 % Ni, 0,45 % Co, 42 % Fe, 21,4 % S; 65 г Ag, 12 г Pt и 12 г Pd на 1 тонну шпейзы. Шпейза предварительно измельчается до величины зерна в 1 мм и обжигается в печах для удаления серы; после обжига продукт поступает в отражательные печи, действующие на древесном угле, где подвергается восстановительному плавлению. Окончательный продукт состава 54,3% Сu, 43,8% Ni, (остальное Fe и S) отливается в пластины 75 см длины, 60 см ширины и 2½ см толщины — эти пластины служат анодами. В аноды отливается не все количество металла, а только его половина, другую часть гранулируют, и она служит для приготовления электролита. Ванны, в которых происходит осаждение меди, сделаны из бетона; размеры их следующие: 256 см длина, 85 см ширина и 67 ½ см глубина; каждая вмещает 1,534 куб. м электролита. Каждые 24 ванны соединены последовательно, напряжение для такой группы поддерживается равным 6—10 вольтам и сила тока — 500 ампер. В качестве электролита употребляют раствор хлористых металлов с прибавкой поваренной соли; в 1 литре электролита содержится 44,3 г Сu, 55,6 г Ni и 100 г NaCl. Катоды удаляют через три — четыре недели. Содержание меди в растворе понижается до 1,25%; это количество меди осаждают помощью сернистого натрия, раствор отфильтровывают и пропускают через него струю хлора, чтобы окислить хлористое железо в хлорное. Железо осаждают едким натром, и жидкость выпаривают в особых печах до такой степени, что поваренная соль выкристаллизовывается полностью; после этой операции раствор хлористого никеля поступает в ванны для осаждения металлического никеля. Ванны сделаны из бетона длиной 237 см, шириной 71 см и глубиной 40 см. Катодом служат полосы из никелевой жести длиной 38 см и шириной 14,7; анодом — графитовые пластины, окруженные диафрагмой в виде трубки эллиптического сечения (большая ось эллипса = 16,25 см и малая 8,75 см), не доходящей до дна ванны. Анодные диафрагмы соединены особой трубкой для отвода газообразного хлора. Напряжение на каждую ванну поддерживается равным 3,5 вольтам, число ванн = 16, сила тока около 900 ампер; в сутки осаждается 454 килограмма никеля.
Электрометаллургические способы получения цинка и свинца из водных растворов являются весьма несовершенными. Главное препятствие заключается в том, что металл осаждается на катоде в форме губки; причина этого пока не выяснена. Nahnsen полагает, что при электролизе цинк поглощает кислород и при этом образуется незначительное количество окиси цинка. Если поддерживать в электролите щелочную реакцию прибавлением или едких щелочей, или окиси цинка, работать при низких температурах и с большой плотностью тока (500—700 ампер на 1 кв. метр), то осаждение идет удовлетворительно и металл получается довольно плотным. Способы Letrange'a, Blas et Miest'a, Kiliani (см. ст. Гальванометаллургия) оказались невыгодны и были оставлены. Борхерс предлагает вести электролиз расплавленного ZnCl 2. В 1878 г. Кеith'ом был предложен способ электролитической рафинировки веркблея; способ применялся в Америке компанией "Electrometall Reffining С°" в течение нескольких лет, но был оставлен. Свинцовые руды Калифорнии, Невадо, Колорадо плавились обыкновенным способом в пламенных печах (см. Свинец), веркблей с содержанием Рb — 96,36% и 0,55% Ag подвергался электролизу в растворе уксуснокислого свинца. Чистый свинец выделялся на катоде в виде губки и, по мере накопления, падал на дно ванны. По Blas'y и Miest'y разлагают током сернистые руды свинца, спрессованные при высокой температуре в пластины; пластины служат анодами, электролит — раствор азотнокислого свинца. Этот способ тоже не получил распространения. В последнее время в Америке применяется способ Betts'a, дающий весьма удовлетворительные результаты. На заводе в Тrаil'е (British Columbia) добывают ежедневно до 10 тонн, а в скором времени производство хотят увеличить до 30 тонн. Рафинировке подвергают веркблей от компании "Metallurgica Mexiсаnа" с 0,75 % Сu, 1,22 % Вi, 0,936 % As, 0,683 % Sb и 1,1% Ag, Au — 50 г в тонне. Аноды из веркблея имеют ту же форму и размеры, какие приняты для медных анодов (75 см длины, 65 см ширины и 25 см толщины). В каждую ванну помещают 22 анода и 23 катода. Катодами служат тонкие свинцовые листы, прикрепленные на железных пластинах. В качестве электролита применяют кремнефтористоводородную кислоту, к которой для увеличения электропроводности прибавлен кремнефтористоводородный свинец. Завод покупает 35 % плавиковую кислоту, разбавляет ее равным объемом воды и насыщает кварцевым песком; содержание свинца в жидкости достигает 100 г на литр. Каждая ванна вмещает 1,25 куб. м. раствора; ванны соединены последовательно в группы по 28 штук. Напряжение для каждой такой группы держится в пределах 10—12 вольт и плотность тока равняется 107 ампер на кв. метр. Через 7—9 дней толщина катода достигает 7,5 мм и их вынимают из ванны. Отложение свинца получается достаточно плотное. Анодный шлам состава 28—23 % Ag, 10—16 % Pb, 9—22 % Cu, 27—21 % Sb, 12—6 % As, 1½— % Fe идет в плавку на заводе "Seatle Smelting and Refining Works". Ha 1 тонну свинца расходуется 260000 ампер-часов, что соответствует стоимости рафинировки 60 центам на тонну свинца при цене 6 долларов за тонну угля. Чистый свинец имеет такой состав 0,0027 % Cu, 0,0037 % Bi, 0,0025 % As, 0,00% Sb, 0,010 % Ag, 0,0022 % Fe, 0,0018 % Zn, 99,9771 % Pb.
Олово. Электролитические способы получения олова нашли применением только для снятия металлического олова с жестяных отбросов и при переработке оловянных сплавов. По способу Smit'a перерабатывались обрезки жести, в которых содержание олова достигало в среднем до 5 %. Электролитом служила серная кислота, разбавленная 9 объемами воды; аноды состояли из обрезков жести, загруженных в деревянные ящики-корзины, катоды — луженые железные пластины. Работа велась в 8 ваннах при загрузке 550 килограмм жестяных обрезков. Ванны соединялись последовательно, и на каждую ванну приходилось 1,9 вольт напряжения; сила тока колебалась около 240 ампер. Отложение олова получалось довольно плотным кристаллическим слоем. В неделю перерабатывали до 6 тонн обрезков. К недостаткам этого способа надо отнести то обстоятельство, что в электролит переходит бесполезно большое количество железа. Поэтому в последующих патентах кислую жидкость заменили щелочной (способы Minet, Borchers'a, Keith'a и др.). По рецепту Вальдбриджа, берут: 1) на 3 кг едкого натра, 1 кг азотнонатровой соли и 7 литров воды, или 2) 20 кг едкого кали, 4 кг поваренной соли и 7 литров воды. Электролит держат нагретым. Олово часто осаждается в виде шлама, и в такой форме его очень трудно сплавить, но в таком случае оловянный шлам перерабатывают на оловянные соли.
Сурьма. Обработка сурьмянистых руд электрическим током с достаточной полнотой изучена Borchers'oм. Сурьмяные руды, из них самым подходящим материалом является сурьмяный блеск, выщелачивают нагретым раствором сернистого натрия, соблюдая такое отношение между сернистым натрием и сернистой сурьмой, чтобы в растворе на одну молекулу Sb 2S3 приходилось три молекулы Na 2 S. Сернистая сурьма, соединяясь с Na 2 S, дает сульфосоль Nа 3SbS3. По окончании выщелачивания к раствору прибавляют 3% поваренной соли и дают отстояться. Светлый раствор переводят в железные ванны для разложения током. При электролизе сурьма выделяется в порошковатом состоянии и не отличается особенной чистотой, поэтому сурьму сплавляют с прибавкой небольшого количества сурьмяной обманки.
II. Электролиз расплавленных солей. Электролиз расплавленных солей производится в особых тиглях, сделанных из огнестойкого и прочного материала. Смотря по обстоятельствам, тигли служат или анодами, или катодами. Другой электрод, часто подвижный, имеет форму цилиндра или бруска; такие электроды делают из угольной массы, в состав которой входят: антрацит, сажа, графит, смола и др. Материалы для приготовления электродов выбирают очень тщательно и обращают большое внимание на их чистоту. Материал (антрацит, газовый уголь, ретортный кокс) измельчается в особых дробильных аппаратах и смешивается со связывающим веществом, обыкновенно газовой смолой, в таком отношении: антрацита — 82½ части, сажи — 3½ части и смолы — 14 частей. Иногда часть антрацита заменяют остатками от электродов, браком или мелочью. Если требуется приготовить электроды, отличающиеся высокой электропроводностью, то в массу прибавляют графита: 60 % антрацита, 15 % кузнечного угля, 5 % графита и 20 % смолы. Для особенно прочных и твердых сортов берут вместо антрацита ретортный кокс: кокса — 59 %, сажи — 14 % и смолы — 27%. Массу тщательно перемешивают и подвергают предварительному прессованию в небольших прессах, приводимых в действие каким-нибудь двигателем, а полученные таким образом брикеты подвергают более сильному давлению в больших прессах (сист. Schiff, Braun и др.). Давление в них достигает до 400 атмосфер. После прессования угли нагревают до высокой температуры (чтобы удалить все летучие вещества и превратить их отчасти в кокс) в печах, для чего их помещают в особые тигли из огнеупорного материала; пространство между стенками тигля и электродов тщательно заполняют мелким ретортным коксом. В печах угли нагреваются постепенно (1½ — 3 дня) до темп. в 1400° и держатся на сильном жаре 1— 2 дня и затем остывают в течение 4 — 6 дней. В последнее время предложено накаливать электроды электрическим током, причем уголь почти нацело переходит в графит, и такие электроды получают название графитированных. Графитирование электродов по способу Acheson'a производится таким образом: электроды группами помещаются в печь, сложенную из огнеупорных кирпичей и открытую сверху (см. фиг. 8).
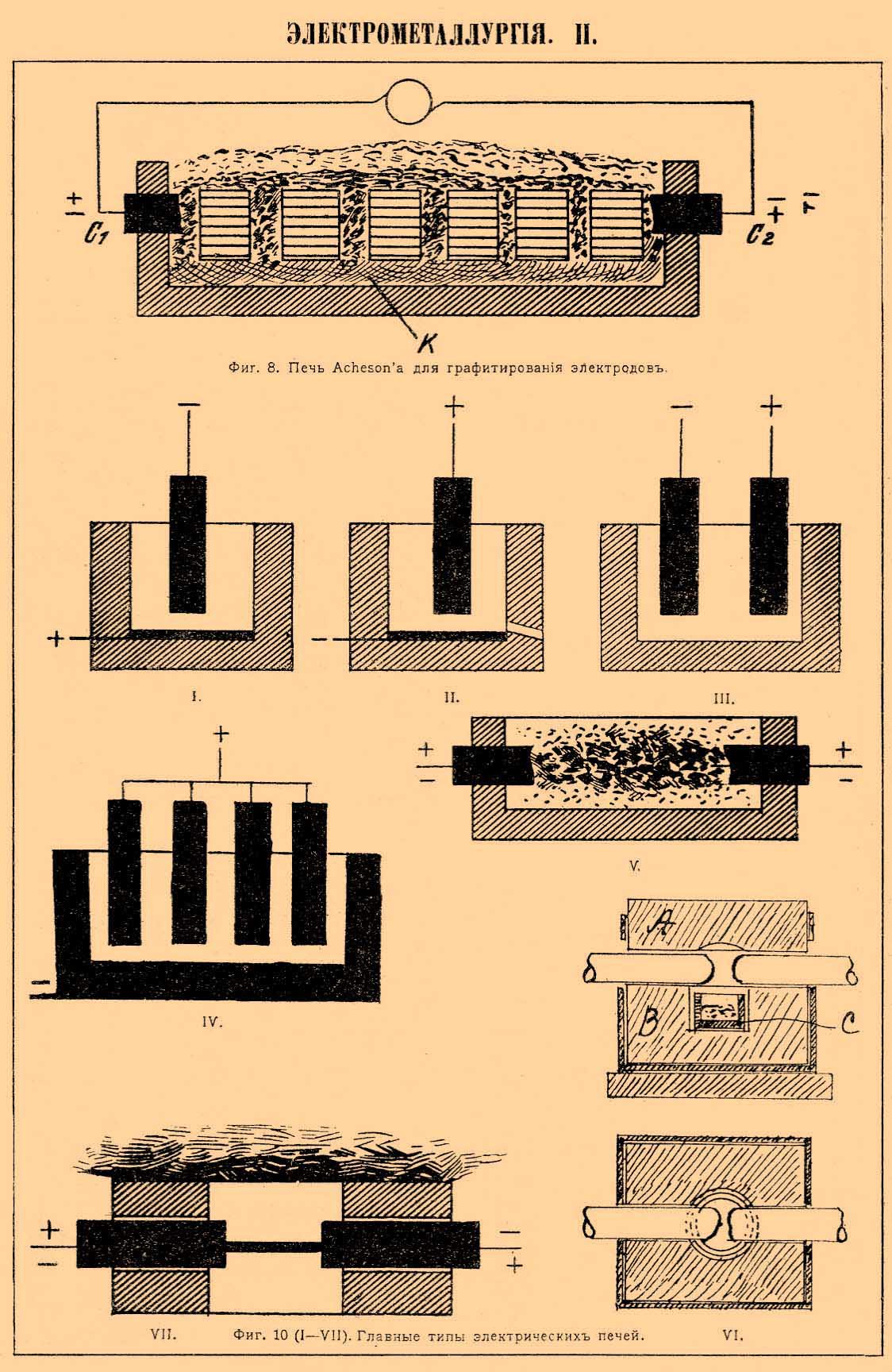
ЭЛЕКТРОМЕТАЛЛУРГИЯ II. Фиг. 8. Печь Acheson'a для графитирования электродов. — Фиг. 10. Главные типы электрических печей.
Печь имеет длину 9 м и ширину, в зависимости от электродов, — 1,5—2 м. В короткие стенки печи вставляют электроды C1 и С 2, соединяющиеся с зажимом динамо-машины. На дно печи насыпают слой карборунда толщиной 2,5 см, поверх него кокосовую мелочь, затем кладут электроды, пересыпанные угольным порошком, и сверху все засыпается смесью кокса с песком. Через печь пропускают сначала ток напряжением в 210 вольт и силой 1400 ампер, через 5—6 часов сопротивление падает, и работу заканчивают через 24 часа током 9000 ампер при 60 вольтах. Печь графитирует в сутки от 3—5 тонн электродов. Графитовые электроды обладают втрое меньшим сопротивлением, чем угольные, и противостоят действию газов (Cl и др.) гораздо лучше. На фиг. 9 (1—11) изображены различные, наиболее часто употребляемые, формы электродов: 1—4 — электроды для электролиза щелочных металлов, 6—7 — электроды для кальцийкарбидных и алюминиевых фабрик, 9 — электроды из нескольких пластин сложенных вместе, 10 — поперечный разрез электрода для фабрикации кальций карбида по Simens'y et Halske. Размеры электродов достигают до 2 м длины и 40 х 40 см поперечяого сечения. На ф. 9 (11) изображен угольный тигель, часто употребляющийся для печей малого размера; печи значительных размеров футеруются на самом заводе, способы и состав массы для футеровок почти такие же, как и для электродов. Главные типы печей представлены схематически на фиг. 10. Печи 1, 2, 3 и 4 служат для постоянного тока, 1 и 2 печи с подвижным вертикальным электродом, 3 — с двумя электродами + и —, часто разделенными диафрагмой, 4 — печь с подвижным электродом, состоящим из ряда угольных стержней — тип печи, часто употребляющейся для добывания алюминия. 5, 6 и 7 печи, применяющиеся исключительно для переменного тока, 5 — печь Мауссана, 6 — печь для получения карборунда, графитита, печь 7 —Борхерса, током накаливается тонкий угольный стержень а, вставленный между двумя толстыми электродами; количество развивающейся теплоты около стержня достаточно велико, чтобы восстановить такие окислы, как Аl 2 О 3. Печи 5 и 7 чаще применяются для лабораторных исследований.
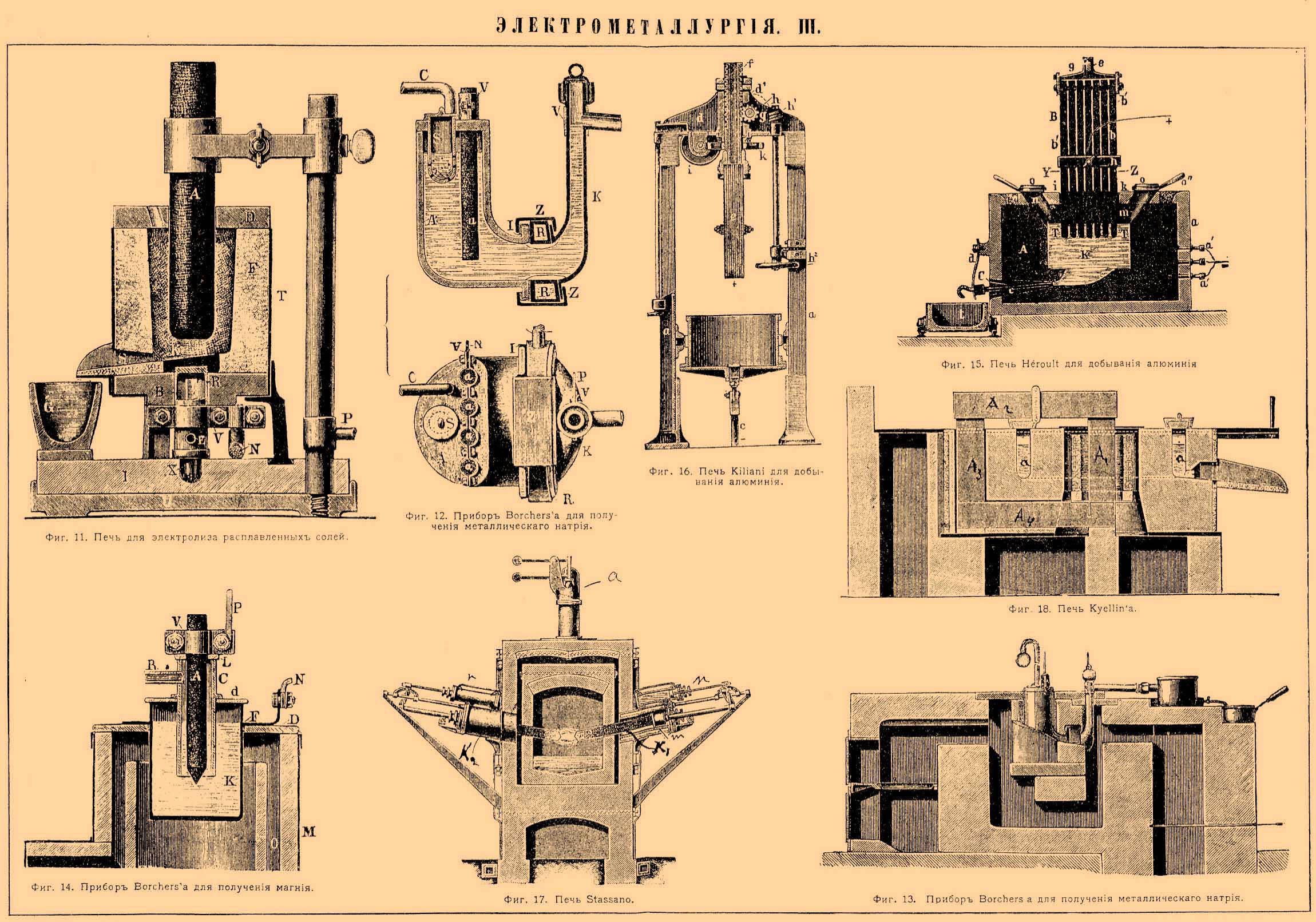
ЭЛЕКТРОМЕТАЛЛУРГИЯ III. Фиг. 11. Печь для электролиза расплавленных солей. — Фиг. 12. Прибор Borchers'а для получения металлического натрия. — Фиг. 13. Прибор Borchers'а для получения металлического натрия. — Фиг. 14. Прибор Borchers'a для получения магния. — — Фиг. 15. Печь H é roult для добывания алюминия. — Фиг. 16. Печь Kiliani для добывания алюминия. — Фиг. 17. Печь Stassano. — Фиг. 18. Печь Kyellin'a.
На фиг. 11 представлена печь Borchers'a, служащая для электролиза фтористого алюминия (но может быть применена вообще к электр. расплавленных солей). В железном тигле Т из толстого листового железа сделана набойка F из глинозема в смеси с фтористым алюминием; на дно тигля вставляется угольная или стальная пластина K, прикрепленная к латунной трубке R, которая охлаждается водой, притекающей через приводящую трубку Х до самого верха гильзы R, теплая вода оттекает через трубку Е. Через посредство зажима V гильза, а с ней и пластина K, соединяются с отрицательным проводом. Анодом А служит угольный цилиндр A, удерживаемый зажимом, соединенным с положительным проводом P. Через отверстие S выпускают накопившийся металл. J — шамотная или каменная доска, служащая для изоляции тигля от Р. Во время хода работы стенки тигля настолько охлаждаются воздухом, что электролит, застывая на внутренней поверхности набойки, предохраняет последнюю от разъедания.
Щелочные металлы — натрий, калий и магний — могут быть легко получены из их хлористых соединений. Бунзен еще в 1854 г. произвел опыты над разложением хлористого лития, а позднее Matissen'y удалось разложить и хлористый калий; в 1882— 83 гг. Яблочков предложил прибор для разложения хлористого натрия и хлористого калия: в глиняном тигле плавят соль, которую по мере надобности вводят в плавильный сосуд через воронку, электроды окружены трубками, служащими для отвода хлора и паров натрия. Прибор оказался непрочным и был оставлен. Последующие затем способы Rogers'a, Omholt'a, Harnung'a, Kasemeyer'a, Grabau, хотя более или менее приблизились к разрешению задачи (по Grabau, на 1 электр. лошадиную силу в течение 24 часов причиталось 3 кг металлического натрия), но их приборы оказались тоже недостаточно прочны и могли работать без починки самое большее одни сутки. Главный недостаток всех приборов заключается в том, что стенки прибора приходят в соприкосновение на аноде с газообразным хлором, а в катодном отделении подвергаются действию паров щелочного металла и, кроме того, все части прибора находятся под действием высокой температуры (около 900—800°). Borchers, приняв во внимание эти соображения, конструировал прибор, изображенный на фиг. 12. Аппарат состоит из двух сообщающихся сосудов; сосуд, служащий анодным отделением, сделан из фарфора или из шамотной массы, катодный из железа; А — анодное пространство, К — катодное. Соединение сосудов происходит при помощи кольца R, внутри которого циркулирует вода. Кольцо удерживается на месте скобами Z и Z', J — асбестовая прокладка. Сосуд помещается в печь на особую плиту (см. фиг. 13) и анодный сосуд окружается камерой; пространство между камерой и станками анодного сосуда заполняется древесным углем. В аппарат загружают поваренную соль в смеси с некоторым количеством КСl, прибавленным для легкоплавкости массы, и осторожным нагреванием доводят соль до плавления; через кольцо R постоянно протекает холодная вода, так что внутри сосуда, в месте соединения анодного и катодного пространства образуется корка застывшей соли, которая и предохраняет соединение от разъедания и растрескивания. Через расплавленную соль пропускают ток напряжением в 10 вольт; плотность тока на катоде равна 5000 ампер на 1 кв. м поверхности. Катодом служит сам железный сосуд K, анодами — ряд угольных стержней a; расплавленный натрий стекает по наклонной трубке в подставленный сосуд с нефтью; выделяющийся на аноде хлор отводят при помощи трубки С; S — воронка для забрасывания соли во время действия аппарата. В одну печь помещают по два аппарата, из них каждый может дать в течение 24 часов при силе тока в 300 ампер и 10 вольтах 4,5 кг металлического натрия; стоимость производства около 3-х марок за килограмм. Для получения химически чистого натрия Castner предложил разлагать током расплавленный едкий натр; этим способом фабрикуются значительные количества натрия (Chemische Fabrik Griesh e im-Electroden Francfurt a. M.). Так как больше всего натрия в технике употребляется в виде едкого натра, то в последнее время стараются получить этот продукт непосредственно из хлористых или сернокислых солей при помощи электрического тока. В качестве электролита употребляют или растворы этих солей или расплавленную соль (главным образом, NaCl); катодом в первом случае служит слой ртути, а в втором слой расплавленного легкоплавкого металла олова или свинца. Здесь я разберу только один способ — электролиз расплавленного хлористого натрия со свинцовым катодом, применяемый на фабрике близ Ниагары Acker Process С ˚. Хорошо высушенная поваренная соль поддерживается при помощи тока в расплавленном состоянии в особых камерах-печах. В каждую камеру помещено четыре графитовых электрода, служащие анодами; катодом служит слой расплавленного свинца, расстояние между катодами очень незначительно, всего 2 1/2 см; из-за этого сопротивление ванны ничтожно, и работу ведут при токе напряжением в 7 вольт; сила тока равна 8000 ампер на каждую печь; 45 печей соединены последовательно. Чтобы возбудить сильную циркуляцию в свинцовом слое, Acker предложил продувать через толщу свинца струю пара. Пар под давлением 2,8 атмосферы вводится при помощи стальной толстостенной трубки, снабженной на конце насадкой из никелевой стали, в толщу свинца; струя пара, увлекая за собой свинец, образует фонтан в 2 м вышиной; натрий, содержащийся в свинце, окисляется в едкий натр, а чистый свинец стекает обратно в камеру. Циркуляция настолько сильная, что свинец успевает поглотить только 4 % натрия. Хлор, выделяющейся на анодах, высасывается при помощи вентилятора и идет на приготовление белильной извести. Завод располагает мощностью в 3250 лошадиных сил, и каждая печь дает 11 килограммов едкого натра в час. Получение металлического калия может быть достигнуто теми же способами, как и натрия, т. е. электролизом расплавленного хлористого калия или едкого кали. Lienemаnn'ом был предложен способ, основанный на разложении цианистого калия — в виду дороговизны исходного материала способ не получил распространения. Металлы щелочноземельной группы, кальций, стронций и барий, хотя и выделяются при электролизе хлористых соединений в металлическом виде, но получение металла в больших количествах весьма затруднительно. Магний добывается исключительно электролизом двойной соли хлористого калия и магния (карналита). Разложением ведут при температуре плавления этой соли около 500°. Первые опыты получения магния относятся еще к 1854 г. и были произведены Бунзеном и Matthis s en'oм. Позднее появились способы Fichera, Grаеtzеl'я, Borchers'a. На фиг. 14 изображен аппарат Borchers'a: железный сосуд K служит катодом, в него вставляется угольный стержень A, окруженный фарфоровой трубкой С, его при посредстве зажима V соединяют с положительным полюсом. Сосуд помещают в печь и в нем поддерживают температуру темно-красного каления; плотность тока 1000 ампер на 1 кв. метр поверхности катода при напряжении 7—8 вольт. Металл осаждается на стенках тигля в виде маленьких шариков; когда его накопится достаточное количество, из тигля вынимают анод вместе с фарфоровой трубкой и крышкой D, затем, закрыв тигель, усиливают жар, при помощи скребка счищают частицы металла, приставшие к стенкам тигля, и выливают карналит вместе с металлом. Из застывшей массы выбирают шарики металла и подвергают их вторичной плавке с примесью флюсов.
Добыча алюминия производится исключительно при помощи электрического тока; различают два способа: 1) электролиз расплавленных солей алюминия и 2) восстановление окиси алюминия углеродом при температуре вольтовой дуги. Элекролитическому разложению подвергают обыкновенно фтористые соли алюминия (криолит), к которым прибавляется некоторое количество безводного глинозема. Процесс выделения алюминия объясняют электролитическим распадением Al 2O3 во фтористых солях как в растворителе; под действием тока металлический Al выделяется на катоде, а кислород, освобождаясь на положительном полюсе, сжигает уголь анода. Пытались применить в качестве электролита другие соли алюминия, хлористый и сернистый алюминий, но трудность их приготовления, а для AlCl 3 его летучесть заставили отказаться от них. Для получения сернистого алюминия Bucherer предложил накаливать при температуре белого каления смесь угля, серы и глинозема: Аl 2O3 + 3С + S = 3CO + Al2 S. Электролиз сернистого алюминия производился в расплавленных солях щелочных металлов. Но на практике этот способ не получил применения и, таким образом, остался только электролиз фтористых солей: способы H é roult, Minet, Kiliani в Европе и способы Hall'а в Америке. По способу Minet разлагают смесь криолита с поваренной солью (в количестве 65 %), к которой во время хода процесса прибавляют смесь глинозема, криолита и фтористого алюминия, дабы поддержать состав ванны постоянным. Электролиз ведут в чугунных сосудах, выложенных внутри пластинками из прессованного угля; этот сосуд служит катодом. В качестве катода употребляют большей частью угольные пластины. Сосуд обкладывается снаружи огнеупорным материалом и помещается в печь. Плотность тока рассчитывается таким образом, что на 1 кв. м поверхности анода приходится не более 25000 ампер и для анодной поверхности около 10000 ампер, напряжение около 6—4 вольт. По способу Minet работают заводы во Франции (Савойя и Дофинэ около St.-Michel). Способы H é roult и Kiliani основаны на электролизе глинозема в расплавленном криолите, причем теплота, необходимая для расплавления массы, доставляется самим током. Завод "общества алюминиевой промышленности" ввел у себя этот процесс. Завод располагает силой в 1500 лошад. сил, пользуясь силой Рейнского водопада (близ Нейгаузена в Швейцарии). Вода доставляется по главной трубе к трем турбинам системы Жонваля. Расчет турбин основан на среднем падении в 20 метров и расходе в 20 кубических метров в секунду. Две турбины развивают по 600 HP., одна — 300 HP.; динамо-машины имеют вертикальную ось вращения и развивают ток в 14000 ампер и 30 вольт. Электролиз производит в аппаратах, подобных изображенным на фиг. 15, апп. H é roult и фиг. 16, апп. Kiliani. В приборе H é roult железный ящик, выложенный внутри угольными пластинами, А служит катодом и соединяется с отрицательным проводом посредством медных стержней a'. Катод В состоит из ряда угольных пластин, соединенных наверху обвязкой g, которая подвешивается к цепи; к раме h, обхватывающей аноды, присоединяется положительный электрод. Ящик закрывается графитовой крышкой с отверстиями n, m для засыпки материала и для прохода пучка В. Перед началом работы в аппарат засыпают небольшое количество меди; при помощи тока ее расплавляют и затем уже вводят смесь глинозема и криолита. Металл выпускают через отверстие с в вагонетку t обыкновенно раз в сутки. Аппарат Kiliani отличается от предыдущего, главным образом, конструкцией. Катодный сосуд b, поддерживающийся колонками а, соединен снизу с отрицательным проводом. Внутри сосуд выложен, по всей вероятности, набойкой из угли и глинозема. Анодный стержень, составленный из нескольких угольных пластин, при помощи зубчатой рейки f; шестерни g и червячной передачи h2, h1, h может перемещаться вверх и вниз; кроме того, при посредстве колес J, К, С он получает вращательное движение. Такое устройство принято для того, чтобы предотвратить образование корки на поверхности расплавленного электролита, так как работу ведут при возможно низкой температуре. Способ Hall'а распространен в Америке и применяется на заводах "Pitsburg Reduction С°" около 1) Niagar'ы (10000 лошадиных сил), 2) Schawinigan'a (5000 лошадиных сил) и 3) Massen'a, N. Y. (12000 лошадиных сил). Электролиз расплавленного криолита в смеси с фтористым кальцием и глиноземом производят в чугунных ящиках, снабженных угольной футеровкой (к углю прибавляют довольно значительное количество графита); размеры ящика таковы: длина 1,8 метра, ширина и высота 1 метр. Анодом служит пучок угольных стержней числом 10—11 (реже 40), имеющих в поперечном сечении 45 кв. см и длиной 45 см; аноды отстоят от футеровки дна ящика всего на 3 см. Печь потребляет ток силой в 10000 ампер при напряжении 6—5,5 вольт. Температуру в печи стараются держать возможно ниже, около 900°—1000°, и на поверхности ванны часто образуется корка застывшего криолита. Ванны служат около 5—6 месяцев; в новых ваннах получают обыкновенно алюминий второстепенного качества, так как в нем собираются все нечистоты, заключавшиеся в криолите и в футеровке (главным образом, Si и Fе). После нескольких дней работы током осаждается уже чистый металл. Количество улетучивающихся фтористых соединений незначительно, и все примеси, встречающиеся в алюминии, вводятся из глинозема, который добавляется в ванну во время хода процесса. Для очищения глинозема от примесей (SiO 2, ТiO 2, FeO...) Hall применяет способ Bayer'a, заключающийся в том, что боксит, смешанный с достаточным для восстановления Fе, Тi и SiO 2 количеством угля, прокаливают в электрической печи при помощи переменного тока; по охлаждении от боксита легко очистить, отделив корольки металла, и кроме того прокаленный боксит легче растворяется в ванне из криолита и фтористого кальция. При токе в 5 вольт и силой 7520 ампер выход алюминия в 24 часа равен 43,1 килограмма, что составляет 71% теоретического выхода, и расход энергии на 1 килограмм равняется приблизительно 30—31 PS. часов. Восстановление окиси алюминия углем при температуре, развиваемой вольтовой дугой, применяется на заводе братьев Kowles (Kowles Electric Sme l ting and Aluminium С° — около Ниагары). О способе Kowles см. Гальванометаллургия. Завод располагает силой в 1200 PS. и приготовляет, главным образом, сплавы алюминия с медью или с железом. Были еще другие попытки разлагать глинозем или другие соединения A l в жару вольтовой дуги (патенты Simens'a, Johnson'a, Gerard-Lescuger'a и т. д.), но результаты оказались неудовлетворительными и дальнейшие опыты оставлены. Алюминий, поступающий в продажу, отливается в штыки зубчатой формы, весом до 2 кг.
О степени чистоты продажного алюминия можно судить по следующим анализам (%):
I. Алюминий из Pitsburga. Al — 98,82; Fе — 0,27; Si — 0,15; Сu — 0,35; Nа — 0,10; С — 0,41; О — следы; Ti — следы; серы — нет.
II. Алюминий из С° Aluminium Industrie-Neuhausen. Al — 96,12; Fе — 1,08; Si — 1,94; С — 0,30.
Производительность алюминия в различных странах выражается в следующих цифрах (в кг):
| Страны | 1897 | 1898 | 1899 | 1900 | 1901 |
|
Германия, Австрия, Швейцария |
800000 | 800000 | 1600000 | 2500000 | 2500000 |
| Великобритания | 310000 | 310000 | 550000 | 560000 | 560000 |
| Франция | 470000 | 565000 | 1000000 | 1500000 | 1500000 |
|
Соединенные Штаты Сев. Америки |
1814000 | 2358704 | 2948381 | 3250000 | 3250000 |
| Всего | 3394400 | 4033704 | 6098381 | 7810000 | 7810000 |
Цены на алюминий изменялись следующим образом (за килограмм): в 1855 г. — 1250 франк.; в 1856 г. — 375 франк.; в 1886 г. — 87,5 франк.; в 1888 г. — 49,5 франк.; в 1890 г. — 19 франк.; в 1891 г. — 6,25 франк.; в 1894 г. — 5 франк.; в 1897 г. — 3,15 франк.; в 1899 г. — 2,75 франк.; в 1901 г. —2,5 франк.
III. Опыты Moissan'a над восстановлением углеродом при температуре вольтовой дуги металлических окислов и изучением образующихся при этом углеродистых соединений послужило основанием карбидной промышленности. Быстро развившееся производство заполнило рынок продуктом, и заводы начали чувствовать затруднения в сбыте карбида кальция; приучившиеся работать с электрическими печами техники обратили тогда внимание на получение специальных сортов стали и ферропродуктов (феррохрома, ферротитана), имеющих большой спрос при производстве броневых плит и так называемой инструментальной стали. По первым же опытам производство обещало быть выгодным. Стоимость тонны ферропродуктов зависит, главным образом, от стоимости сырых материалов, расход на электрическую энергию при большом масштабе производства невелик, особенно если пользоваться гидравлической силой; даже при работе на газовом двигателе стоимость инструментальной стали ниже таковой же при тигельном процессе. Все имеющиеся данные по производству железа и стали собраны в следующей таблице.
| Название заводов | Год. | Типы печей | Годовая произво-дительность, тонн | Число HP | Расход энергии на 1 тонну в K.-wolt-часах. | Стоимость 1 т. в марках | |
| Gin-Lelieux | 1897 | C угольным электродом | — | — | — | — | — |
| Stassano, Италия | 1898 | — | 4000 | 1)500 | 3800—4000 | 75 | Руда |
| 2)100 | |||||||
| Gising | 1900 | Безэлектродн. | 1500 | 225 | 1320 | 172 | Чугун |
| Héroult | 1901 | C угольным электродом | 300 | 400 | 1200 | ? | Чугун |
| Keller | 1901 | — | — | 1200 | 3800 | 70—80 | Руда и чугун |
| 550 | |||||||
| Harmet | 1901 | — | — | — | 3600 | 24 (?) | Руда |
| Schneider | 1901 | Безэлектродн. | — | — | — | — | — |
| Ruthenburg | 1901 | С угольным электродом | — | — | — | 48 | Руда |
| Conley | 1902 | — | 30000—40000 | 5000 | 1400 | 114 | Чугун |
На фиг. 17 представлена печь Stassano в 500 HP. На заводе проплавляют чистые железные руды (гематиты и лимониты, Fe 2O3 до 81%) из Верхней Италии. Руда подвергается измельчению, смешивается с флюсом (чистый известняк 51,20 % СаО) и углем и брикетируется; на 100 кг руды берут 12,5 кг флюса и 23 кг угля. Брикеты загружаются в печь через засыпное отверстие а. Нагревание шихты происходит при посредстве вольтовой дуги, образующейся между электродами К 1 и К 2; длина дуги, когда печь на полном ходу при напряжении в 170 вольт и силе в 2000 ампер, достигает одного метра. Электроды предохраняются от жара коробкой m, охлаждаемой водой, и получают передвижение от гидравлических цилиндров п. Стоимость тонны полученного продукта колеблется от 100 до 60 марок. Keller строит две печи — одна под другой: в первой (верхней), имеющей шахтообразное пространство для засыпки материала, происходит только плавление шихты, а в случае шихты, состоящей из руды и угля, восстановление руды и образование чугуна, т. е. доменный процесс; во второй (нижней) печи происходит обезуглероживание (т. е. Мартеновский процесс). Электроды в первой печи погружаются в расплавленный металл, и ток, проходя через ванну, сообщает требуемое количество теплоты, во второй печи угольные электроды погружаются только в шлак. Печи H é roult по внешности схожи с большими карбидными печами; печь вмещает до 3 тонн металла и расходует 4000 ампер при 60 вольтах. В день в печи производят по нескольку плавок (5—8), и печь может работать без перерыва (исключая смену электродов) свыше года. H é roult готовит обыкновенно инструментальную сталь (от 0,8 % до 1,5 % С). Оригинальное устройство представляет печь Kyellin'a, см. фиг. 18. Металл загружают в кольцевой канал аа, бока и дно которого выложены огнеупорным материалом; этот канал образует плавильное пространство печи; в центре его помещается один из четырех брусьев сердечника трансформатора А 1 , А 2, А 3 , А 4 (сердечник сделан из железных листов, уединенных друг от друга и связанных в пучки, имеющие вид брусьев). На срединный брус А 1 надета первичная обмотка, к концам которой присоединяются провода для первичного переменного тока высокого напряжения. Вторичный ток возникает в кольцевом пространстве аa, коль скоро оно будет загружено (без разрыва) чугуном или железом; количество развиваемой током теплоты достаточно для того, чтобы расплавить шихту. Первая печь была построена в 165 киловатт и давала за 24 часа 4100 кг стали, вторая на 370 киловатт дает 14 тонн стали в сутки. Сталь готовят специальных сортов (хромистую, вольфрамовую и т. п.); по свойствам и качеству сталь не отличается от тигельной, производство же является при этом способе экономичнее, чем при тигельной плавке, даже в том случае, если энергия доставляется газовым двигателем. Расходы на 1 тонну распределяются следующим образом: энергия 20,00 марок; шихта 130,00 мар.; ремонт и изложи 9,30 мар.; плата 10 мар.; проценты на капитал 2,25 мар.; 1 тонна 171,55 мар. Первое место по производительности ферропродуктов принадлежит компании Willson Aluminium C° в Сев. Америке; завод располагает водяной силой в 3000 HP. Процесс воcстановления хромистых, вольфрамистых и др. руд происходит в электрических печах при помощи переменного тока в 22000 ампер и 110 вольт. Наибольшие размеры печи достигают 3 м длины, 2 м ширины и 1 1/2 м высоты; стенки печей сделаны из чугунных плит и внутри выложены футеровкой из угольной мелочи, сцементованной каменноугольной смолой. Вертикальный подвижной электрод состоит из двух угольных брусков высотой 1 1/2 м и в поперечном сечении по 10 х 10 см, соединенных в одну общую железную насадку, охлаждаемую водой. Завод проплавляет руды из Кубы и Турции и готовит:
| Ферроматериалы | Содержание, % | |||||||||
| Fe | С | Si | Cr | Wo | Ti | Al | Mn | Pb | S | |
| Феррохром | 23,23 | 5,21 | 0,5 | 70,96 | — | — | — | — | 0,008 | 0,078 |
| " вольфрам | 28,38 | — | 0,56 | 2,36 | 60,92 | — | — | — | — | — |
| " титан | 52 | 8,5 | 5,32 | 2,01 | — | 31,76 | — | — | 0,08 | 0,05 |
| "алюминий | 71,5 | — | 3,44 | 3,19 | — | — | 14,41 | — | — | — |
| Сплав A. M. S.* | 64,2 | — | 8,77 | 3.77 | — | — | 5,16 | 15,08 | — | — |
| Ферросилиций | 69,02 | 0,54 | 28,11 | — | — | — | — | — | — | 0,04 |
* Сплав железа с Al, Mn и Si употребляется при Мартеновском процессе для раскисления ванны.
Расход энергии на 1 килограмм продукта 10,6 PS. часов. Ферросилиций получали прежде как побочный продукт при карбидном процессе: железо, в виде железного лома, прибавлялось в ванну карбидной печи с целью очистки карбида кальция от образующегося карборунда, который растворялся в железе и давал сплав ферросилиций (Si до 5 0 %), теперь же почти на каждом карбидном заводе плавят специально составленные шихты для ферросилиция, причем различают: I — шихта из кварцевого песка, железного лома и угля (наиболее употребительная); II — из кремнистых руд с добавкой кварцевого песка и угля и III — из угля и кремнистых шлаков, богатых железом (от бессемеровского или мартеновского производства), способ появился недавно и обещает быть выгодным. Заводам продукт обходится около 180—200 фр. за тонну (при содержании Si — 30 %), а рыночная цена ферросилиция с таким содержанием около 360 фр. На 1 кг расходуется около 7—5,5 киловатт-часов. Остается еще упомянуть о способах получения карборунда и искусственного графита (о карбиде кальция см. Углеродистый кальций). Карборунд — углеродистый кремний S iС получается при накаливании в жару электрической печи смеси SiO 2 с С, причем происходит реакция SiO 2 + 3C = 2СО + SiC. Полученный кристаллический продукт отличается замечательной твердостью и потому нашел большое применение в качестве шлифовального материала, заменяющего наждак. На заводе Acheson'a ежегодно добывается 2690 тонн карборунда при затрате 3000 НP. В печах, подобных изображенной на фиг. 10, рис. IV, длиной около 20 фут., нагревают током смесь из 12000 фн. кварцевого песка, 3000 фн. поваренной соли и 8000 фн. кокса. Чтобы сообщить шихте необходимую электропроводность, распределяют по линии электродов уголь в крупных кусках. При высокой температуре поваренная соль улетучивается и частью разлагается, вместе с ней улетучиваются все нечистоты (особенно Fe), заключающиеся в шихте. Каждая печь потребляет 1000 HP., и операция продолжается до 36 часов, выход карборунда — около 7000 фн. На этой же фабрике получают искусственный графит, накаливая до высокой температуры обыкновенный каменный уголь (антрацит) в присутствии незначительного количества металлических окислов, которые не участвуют в реакции, но ускоряют процесс (действуют каталитически). За 24 часа, при загрузке в 6000 кг антрацита в печь, получают при переменном токе в 37000 ампер и 30—15 вольт напряжения 5500 кг графита.
Литература. На русском языке: Борхерс, "Электрометаллургия"; Жуков, "Электрометаллургия". Периодические издания: журнал "Электричество", "Химик". Немецкие: Теоретическая часть. Haber, "Grundriss der Technischen Electrochemie"; Borchers, "Electrometallurgie" и журналы: "Electrochemisches Zeitschrift", "Zeitschrift f ü r Electrochemie". Французские: Moissan, "Le four electrique"; Minet, "Electro-metallurgie"; Minet, "Aluminium"; его же, "Trait é théorique et pratique d'Electrometallurgie"; Guillet, "Pré cis d'Electrochimie et d'Electrometallurgie". Периодические издания — главным образом, журнал "L'Electrochimie". На английском языке журналы: "Electro-Chemistry", "Journal of the Soc. Chem. Industry", "Electro-Chemist and Metallurgist" и т. д.
А. Кузнецов.