Резьба, чередующиеся винтовые канавки и выступы постоянного сечения (нарезка), образованные на поверхности детали. Контур сечения канавок и выступов в плоскости, проходящей через её ось, называется профилем Р. По этому признаку различают треугольные, трапецеидальные, упорные, круглые, прямоугольные и другие Р. В зависимости от формы поверхности, на которой образована винтовая нарезка, Р. бывают цилиндрические и конические (наружные и внутренние), а в зависимости от направления винтового движения резьбового контура — правые и левые; по числу заходов (ниток нарезки) различают Р. однозаходные и многозаходные (двухзаходные, трёхзаходные и т. д.). По условиям эксплуатации можно выделить Р. общего назначения, используемые для крепления различных деталей, и специальные — для объективов микроскопов, труб геологоразведочного инструмента, цоколей и патронов электрических ламп и т. п. Треугольные Р., относящиеся к группе крепёжных, метрическую (наиболее распространена) и дюймовую (не применяется в новых изделиях) используют главным образом в разъёмных соединениях деталей машин, т. к. они обеспечивают прочность и сохранение плотности стыка при длительной эксплуатации. В группу т. н. кинематических Р. входят трапецеидальная Р., которая в передачах винт — гайка служит для преобразования вращательного движения в поступательное при наименьшем трении (ходовые винты станков, винты столов измерительных приборов и т. п.), и упорная Р., которая служит для преобразования вращательного движения в прямолинейное, например в прессах и домкратах, а также применяется при больших односторонних нагрузках, например в соединениях колонн прессов с поперечинами и т. п. Трубные Р. (обычно конические, реже цилиндрические) используют в трубопроводах и арматуре разнообразного назначения для обеспечения герметичности соединений.
Основные параметры Р. (общие для наружной и внутренней): наружный диаметр d (или D для гаек), внутренний d1 (D1) и средний d2 (D2), шаг Р угол профиля a, углы наклона боковых сторон профиля b и g, которые для Р. с симметричным профилем равны половине угла профиля a/2, угол подъёма Р., высота исходного профиля H1, высота профиля H2, рабочая высота профиля H1, длина свинчивания Р., или высота гайки.
Метрическая Р. имеет профиль, регламентированный Государственным стандартом и унифицированный в международном масштабе. Основные её параметры показаны на рис. 1. Установлено 3 ряда диаметров метрических Р., каждый из которых имеет крупные и мелкие шаги. При выборе метрической Р. предпочитают первый ряд второму, а второй — третьему. Обозначение метрической Р.: M12´1,5 (цифры показывают диаметр и шаг Р. в мм). Для Р. с крупным шагом в обозначении шаг не указывается (M12). Трапецеидальная Р. (рис. 2) имеет профиль, унифицированный для всех стран — членов СЭВ, общий для однозаходной и многозаходной Р. Для этой Р. по размеру суммарного допуска установлены классы точности и посадки. Обозначение трапецеидальной Р.: Трап. 40´6, где 40 — диаметр, 6 — шаг (в мм). Упорная Р. имеет профиль, показанный на рис. 3. Класс точности Р. определяется суммарным допуском среднего диаметра. Установлены 1-й и 2-й классы точности для Р. винта и один класс — для гайки. Поле допуска d2 расположено по скользящей посадке. Зазор по среднему диаметру обеспечивается путём увеличения D2 гайки; зазор по наружному диаметру создаётся уменьшением d винта, а зазор по внутреннему диаметру получается путём установления разных номинальных значений d1 и D1. Обозначение упорной Р.: Уп 8´10, где 80 — номинальный диаметр, 10 — шаг (в мм). Коническая Р. имеет профиль, показанный на рис. 4. Диаметры Р. измеряют в основной плоскости. В отличие от цилиндрической Р., в конической Р. допуск среднего диаметра не устанавливается. Отклонение этого диаметра ограничивается косвенно предельными отклонениями базового расстояния. Кроме того, установлен допуск на высоту профиля Р. Условное обозначение конической Р.: К Труб. 3/4», где 3/4» — диаметр трубы в дюймах.
Классы и степени точности всех Р. стандартизованы.
Лит.: Коротков В. П., Кустарев Б. Г., Хныкина А. В., Взаимозаменяемость резьбовых сопряжений. Справочник, М., 1968; Детали машин. Расчет и конструирование. Справочник, под ред. Н. С. Ачеркана, 3 изд., т. 1, М., 1968; Якушев А, И., Взаимозаменяемость, стандартизация и технические измерения, 3 изд., М., 1974.
Л. И. Якушев.

Рис. 2. Профиль и основные параметры трапецеидальной однозаходной резьбы: H = 1,866 p; d2 = d - 0,5 P; D = d; D = d; D1 = d - P.
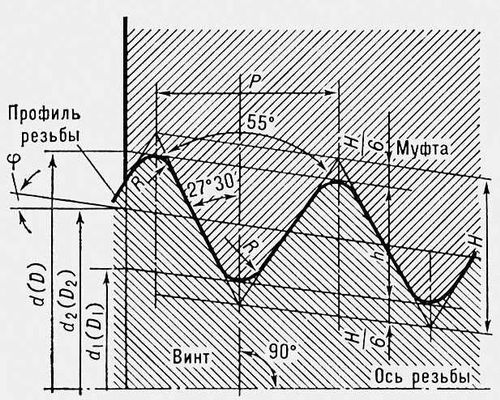
Рис. 4. Профиль и основные параметры конической резьбы: H = 0,960237 P; h = 0,640327P; R = 0,137278P.
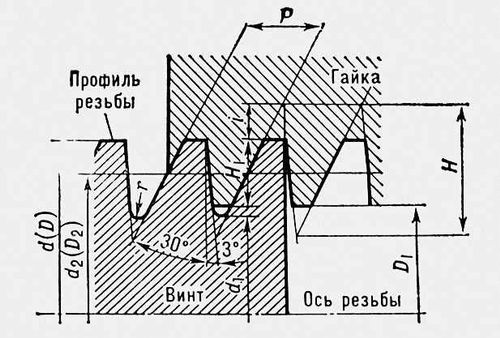
Рис. 3. Профиль и основные параметры упорной резьбы: H = 1,5878 P; H1 = 0,75 P; i = 0,4189 P.
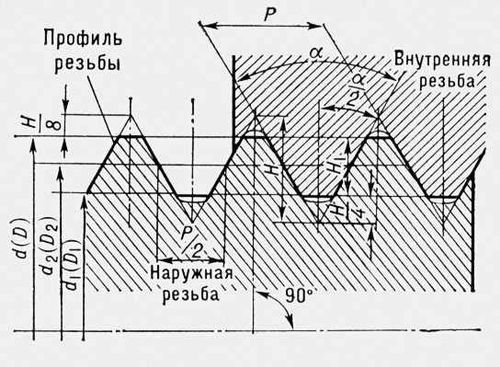
Рис. 1. Профиль и основные параметры метрической резьбы: H = 0,86603 P; H1 = 0,54125 P.