Накатка резьбы, процесс получения резьбы в результате пластической деформации заготовки резьбонакатным инструментом. Инструмент для Н. р. — плашки, резьбовые сегменты, ролики с винтовой или кольцевой нарезкой, затылованные ролики. Н. р. производят на резьбонакатных автоматах и полуавтоматах, а иногда на токарных и револьверных станках.
Основные методы Н. р.: тангенциальный, радиальный и осевой (в зависимости от направления подачи инструмента и заготовки), при которых выбирают определённые технологические схемы и соответствующий инструмент (рис.).
Накатывают метрические и дюймовые резьбы, с треугольным, круглым, трапецеидальным и др. профилем, на наружных и внутренних поверхностях. Этим способом получают резьбу на деталях из сталей и цветных металлов (крепёжные детали, резьбонакатный и резьбонарезной инструмент, резьбовые калибры, микрометрические и ходовые винты), а также получают мелкие шлицы, зубья, рифления, кольцевые выступы и канавки на тонкостенных изделиях и т.п. Точность резьбы 4—6-й степени, шероховатость — до 10-го класса.
Лит.: Дейнеко В. Г., Новые способы непрерывного накатывания резьб и других профилей, М., 1961; Миропольский Ю. А., Насонов А. Н., Технология и оборудование для накатывания резьб и профилей, М., 1971.
Э. П. Луговой.
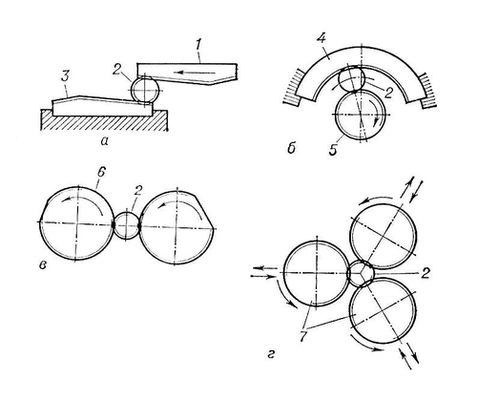
Схемы накатки резьбы: а — плоскими плашками; б — резьбовым сегментом и роликом; в — двумя затылованными роликами; г — тремя роликами; 1 — подвижная плашка; 2 — заготовка; 3 — неподвижная плашка; 4 — резьбовой сегмент; 5 — ролик; 6 — затылованный ролик; 7 — ролики с винтовой нарезкой.